接上篇:塑胶件的结构设计:拔模斜度篇(上)
05 拔模斜度设计的原则
二、保证结构功能
一个完整的产品本质上是不同的零件有序的构成,不同零件之间通过连接关系连接成一个整体,一个零件的拔模不仅仅对自身的结构产生影响,同时也会影响到与之配合的另一零件。
对支撑面进行拔模,可以方便出模,但是拔模后,螺丝的支承面与螺柱中心线不垂直,强行锁紧后,被固定件可能会被压歪。
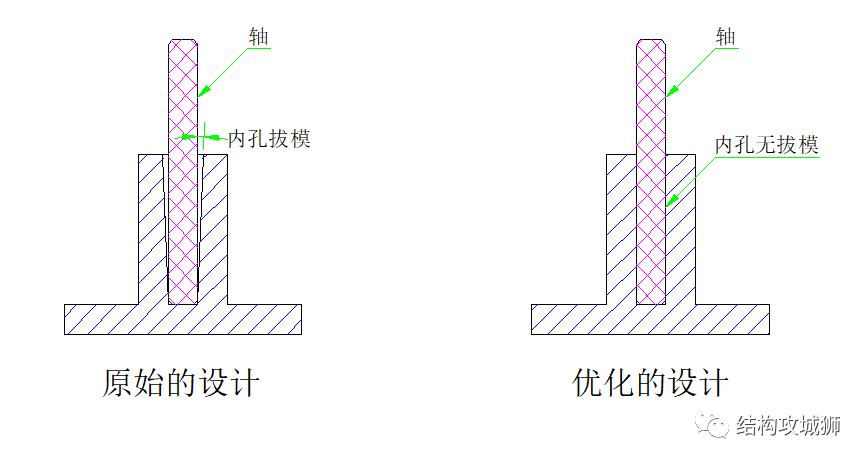
2、零件拔模后,对过盈配合的影响。
塑胶件之间可以互相配对拔模,过盈配合精度不影响,但是对于无拔模斜度的标准件(如轴承、转轴等)与塑件件过盈配合就需要注意,比如以下这种小轴与柱子内孔的过盈配合,内孔如果拔模,过盈效果容易失效,内孔通过司筒针出模可以实现内孔无拔模。
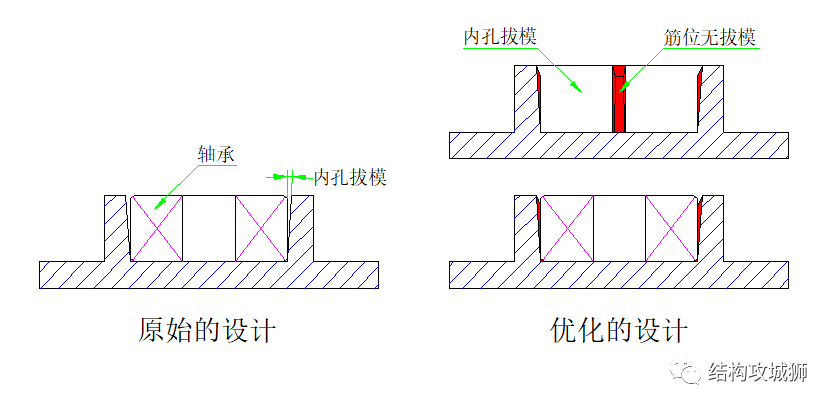
对于轴承的过盈配合,稍大的轴承孔无法通过司筒针出模达到无拔模斜度,采用常规出模方式需要设计拔模斜度,如下面轴承孔,内孔大面拔模,筋位面积小,可以不拔模,强脱出模。
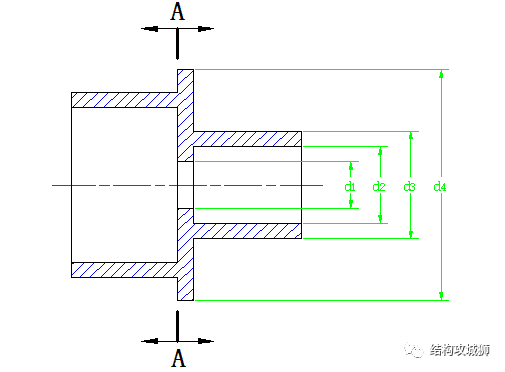
在拔模时,当对零件中的d1、d2、d3、d4有同心度要求时,分型面必须在A~A处且d1与d2设计在同一型芯上才能使模具保证其要求。
4、零件拔模后,分型线(夹线)出模、外观、结构的影响。
一般的通孔是通过前后模的碰穿成型,只是碰穿位置的不同,导致夹线的位置也不同,通孔拔模后,一般有以下3种碰穿方式,夹线(批锋)就产生在前后模的相碰处。
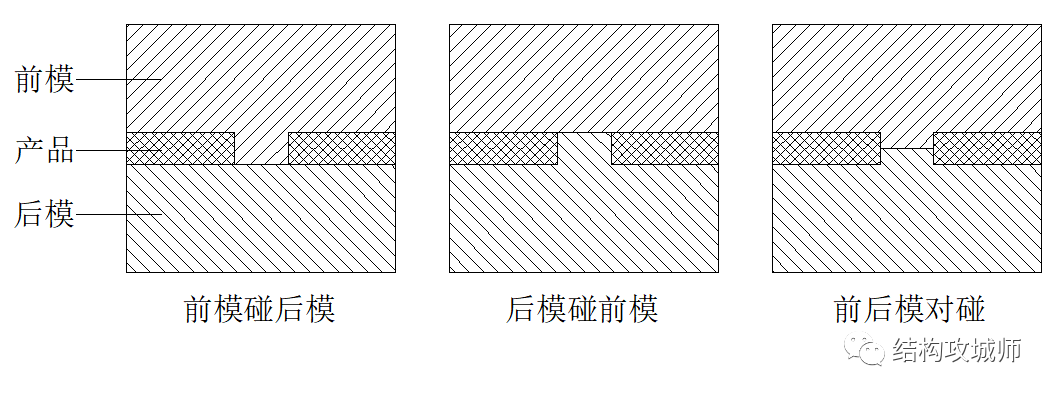
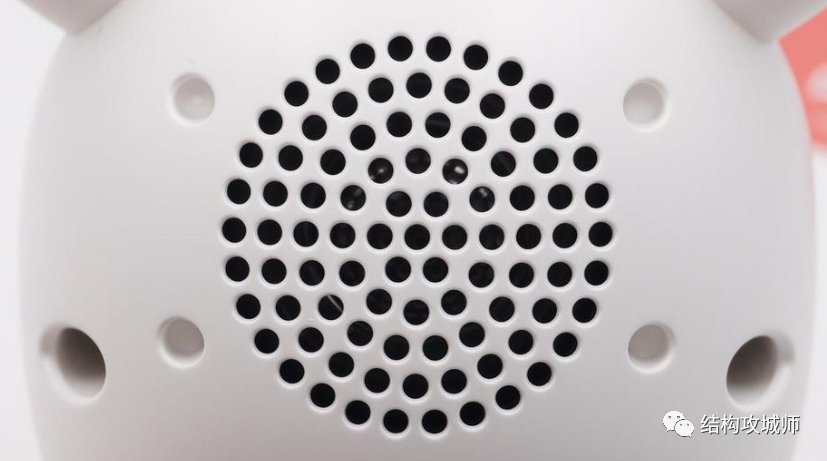
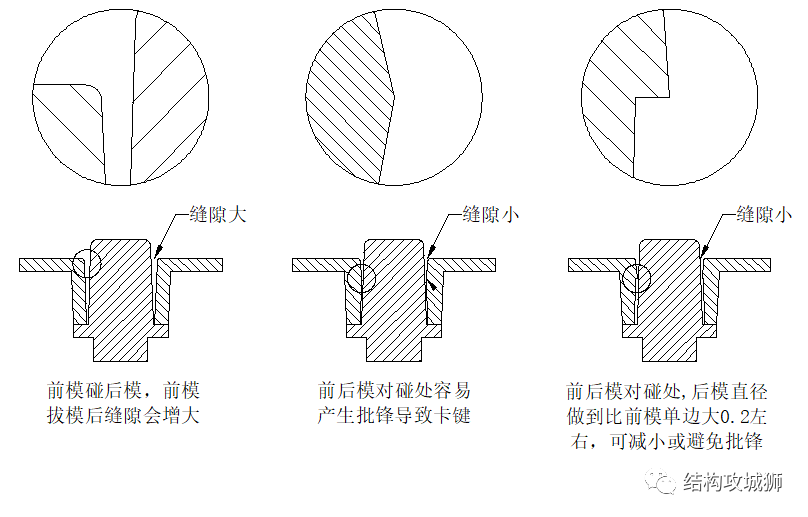
1)前模碰后模,即孔的内壁面拔模后留在前模,常应用于外观的一些特征孔,如散热孔、出音孔、外接口孔等,这些孔一般在外观面上不允许看到孔的夹线或批锋,并且一般都需要导角,所以一般选择此方式,但是,值得注意的是,这种方式有粘前模的风险,特别是孔的个数较多时,如一些散热孔、出音孔,所以,如果后模没有足够的结构保证模具前后模分开时留在后模,应考虑使用前后模对碰,且前模碰的深度小于后模碰的深度。
2)后模碰前模,即孔的内壁面拔模后留在后模,这方式处理的孔一般不单独呈现,因为夹线(批锋)呈现在外观处,通常是跟其他零件一起配合使用,比如孔的中间装配一个装饰件,由于此方式成型的孔批锋在外观面上,如果装饰件与外壳平齐,由于可能存在误差(模具精度不高或结构不牢靠的情况下),实际上不平齐,会有段差,这时就容易刮手;如果在外观处两件分别导R角,虽然不会刮手,但从外观上看缝隙会变大;如果只装饰件导R角,且装饰件外观面比外壳面高0.2左右,这样就不会刮手,且外观上看缝隙也不会变大。
3)前后模对碰
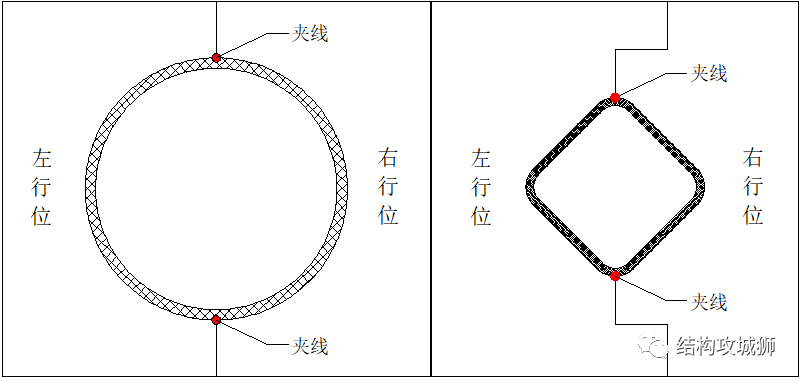
,即孔的内壁面拔模后分别留在前后模,这种方式除了上面提到的考虑到粘前模的风险采用外,还有一种场合采用,就是当孔的深度较深时,拔模后,孔的上下端直径就会相差很大,为了避免这种情况,一般也采用前后模对碰成型,常用在按键结构上,如下图。
三、保证外观要求
外观零件需不需要拔模,主要由外观零件的拆件方式和相对应的出模方式确定。对外观造型要求严格的设计者,在设计初期会考虑好造型的状态以及大体的拆件方式。因为后期结构工程师对外观添加拔模斜度后,对外观造型会造成一定程度的影响。当然这种影响需要得到外观设计师的承认才能继续往下一步实施,否则,结构工程师必须在原来的外观上考虑其他的出模方式。这个过程是结构工程师和外观设计师之间不断沟通与配合的过程,对于不同的公司,其在结构和外观上的侧重点不同,就会造成产品品质感和成本的不同。
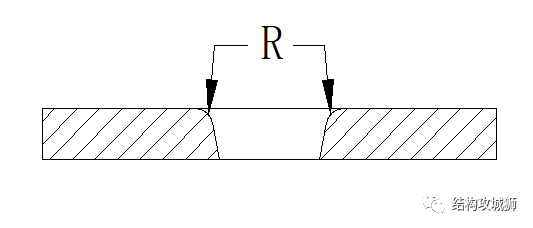
第一种,为早期的外观设计,其拆件方式为上下壳,上下壳体的分型面处需要拔模,拔模后,上下壳结合处的造型有些许改变,不再相切,因此此处常常做美工线,减小段差造成刮手。
第二种,为了解决第一种的问题,增加了一个中壳,同时中壳作为装饰件,整个外观的层次感强烈了许多,但是增加了一个零件的成本。
第三种,简洁风格,主体为一个零件,为筒型外观,侧面无拔模,无缝隙,完全保留外观的原始设计,是时下流行的一种外观处理方式。
同理,在吹风机行业也是类似情况,前两种为传统吹风机,后两种为目前流行的吹风机,外观更加简洁,拆件数少,能一体成型的就不拆件,减小由于拔模对外观造型的影响。。

0度拔模斜度的出模具方式:
对于某些直筒型外观的产品,为了避免拔模后外观变得难看,常常设计0度拔模斜度,如下图产品。

对于这类产品,如果外壳为金属材质,可以通过铝挤的方式,可以做到内外壁面0度拔模斜度,如果是塑胶件,内壁面还是需要拔模,外壁面通过左右滑块出模,但这样在外观上就有滑块夹线,如果需要从外观上看不出夹线的痕迹,最终的解决方式是打磨后进行了喷油遮盖。
Apple Pencil一代的0度拔模斜度:
Apple Pencil一代笔杆采用的是塑胶材质,有一长段内外壁面都是0度拔模斜度,度拔模斜度的外壁面的出模可采用上述提到的解决方案,难的是0度拔模斜度的内壁面的出模。
从苹果公司申请的专利可以了解到具体实现的做法,实际上是使用了一个柔性的模芯,它由两部分组成,一个柔性带开口的金属套筒(FIG. 3),以及一个金属内芯 (FIG. 5),靠着这个柔性套筒在一定条件下具有弹性形变,让其可以在 Apple Pencil 的圆柱腔体内抽出。
具体实现方法:
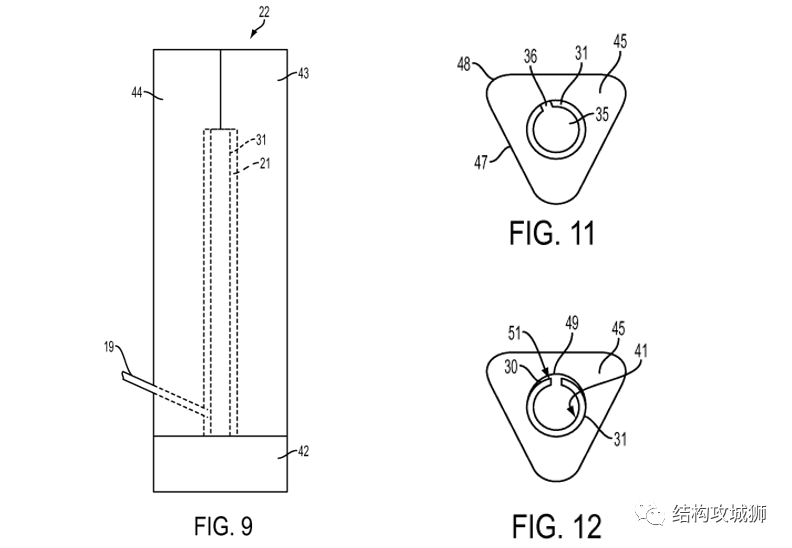
金属套筒使用低摩擦性的金属做成,且对外表面抛光,减小与塑胶的摩擦力,套筒上设置有一整条槽,使得套筒能具有一定的弹性变形空间,与之相配的金属内芯有一条凸起的键,套筒和内芯组成了模芯(FIG. 6)。
注塑过程就是先将模芯放到模具内,然后合上外模(FIG.9),完成注塑,注塑成型后先将金属内芯抽出,金属内芯抽出后,金属套筒有了向内弹性变形的空间,金属套筒会向内收缩(FIG. 12),金属套筒外壁与塑胶件内壁形成一定程度的脱离,金属套筒便很容易从塑胶件内壁抽出。(专利中用图三棱柱举例代替Apple Pencil的圆柱体塑胶笔杆)
END
特别声明:本文内容为本公众号整理、编辑、原创,部分图片内容来自于网络,只用于学习交流,如涉及版权问题,请联系删除,以上内容如有错误,欢迎留言指正,谢谢!
 2022年7月26日 10:52
2022年7月26日 10:52
























