01 分型面(线)的含义
所谓分型,即把塑件件成型部分的模仁分出若干个模块,模块与模块之间的接触面叫做分型面,也加分模面,狭义上的分型面,指的是塑件件外形最大轮廓处的分型面,即分出型腔和型芯,或者前模和后模。广义上的分型面,还包括塑件件局部的分型面(孔的分型面),以及所有参与成型的模块的分型面(如滑块、斜顶、镶件、顶针等的分型面)。
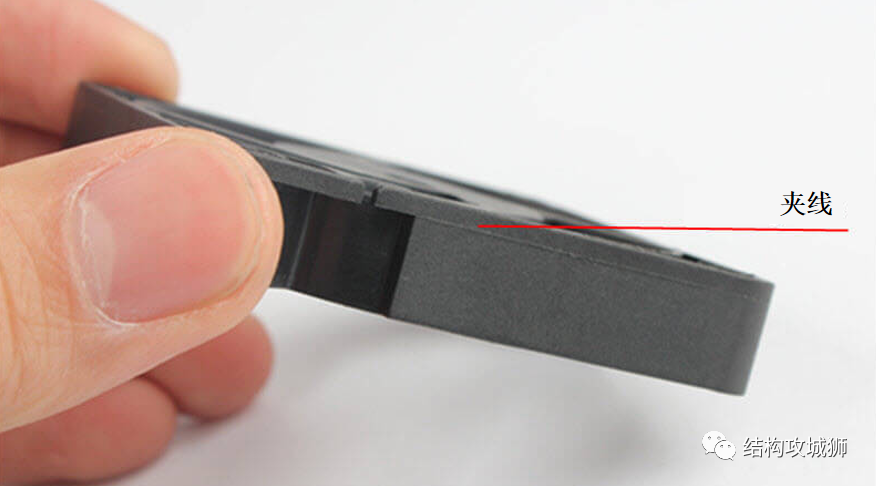
分型面与塑胶件表面相交的分界线,叫做分型线,英文为:Parting Line,因此分型面在业内一般简称PL面。由于成型模块之间接触不可能做到毫无间隙,塑胶件成型后,这条间隙复制到塑胶件上便形成一条类似批锋的残胶痕迹,因看起来像一条线,所以称为分型线,也叫夹线。
如果说,分型面主要是针对模具而谈,那么分型线就是分型面在塑胶件上的体现,分型线的粗细会影响塑胶件的外观、功能。因此,在塑胶件的结构设计时,需要特别注意。
02 分型面的种类
我们一般把塑件件外形最大轮廓处的分型面称为主分型面,其他的为辅助分型面。
分型面的形式
1、平面分型面
:平面分型面是比较常见的、简单的,它是一个垂直于开模方向的平面,如下图所示。
2、阶梯分型面
:根据一些塑件的具体情况,将分型面做成阶梯状,如下图所示。
对于阶梯分型线,由于型腔一侧受力较大,在型腔两侧产生注射偏心力,造成定半模和动半模之间存在相对滑动倾向,其滑动方向如下图所示。所以应首先选择阶梯面浅(垂直投影面积较大的一侧)的分型面,如下右图。
在排模时,将两个模腔对称排列,如下图所示。使模体两侧承受的注射力平衡,使模具结构紧凑。
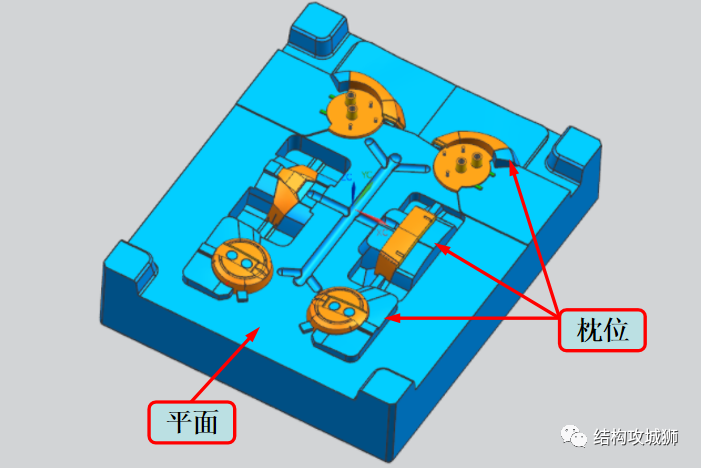
如果阶梯分型面阶梯落差太大,可考虑设计枕位,局部做阶梯分型面。
有些零件,阶梯面比较多,如果跟随阶梯形状设计分型面,分型面变得复杂,为了简化分型面,可考虑把分型面做成平面,缺点是在零件外观面会有夹线,因此,这种分型方式多用在内部件
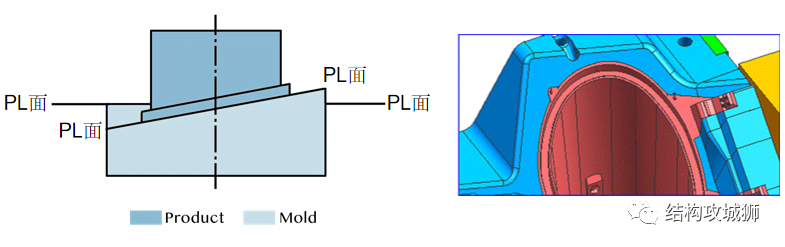
3、斜面分型面
:成型部分的分型面为斜面,并沿着斜面做出一段封胶面(目的是便于省模),然后再拉平(目的是便于加工定位取数),如图所示。
4、曲面分型面
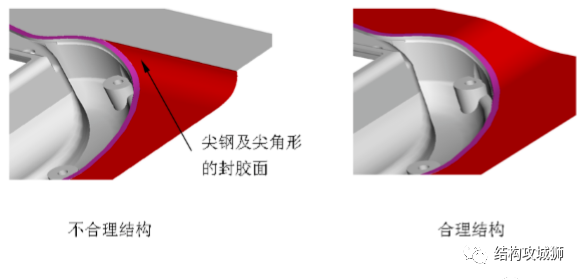
:跟斜面分型面类似,先做出一段封胶面,然后再拉平,如图所示。
但是,并不是每个分型面都必须沿着曲面延伸,比如下图塑件件,延伸后,会形成尖角,前模为尖钢,对于此种情况可直接拉伸出来分型面。
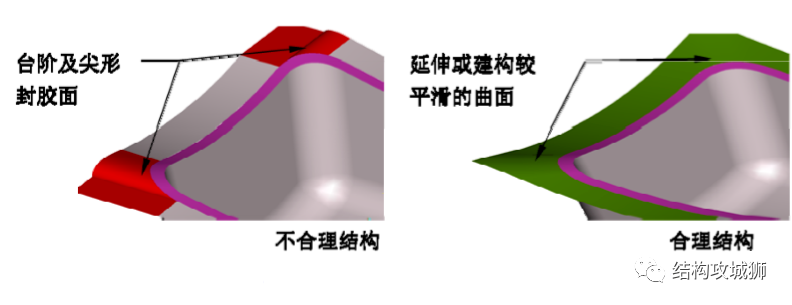
5、综合分型面
:这种形式是根据塑件结构的需要,有时将直面和曲面的分型面结合起来,或者将斜面和弯曲的分型面结合起来,形成一个综合的分型面,如下图所示。
对于综合分型面,在两种分型面的转角处,特别需要注意封胶面的平顺化处理,避免形成尖点封胶,应选择面封胶,这样不但可以增加模具强度,塑胶件也不容易跑批锋,同时平顺化处理可以减少台阶和尖角的出现以便提高分型面加工工艺性,可直接NC加工而减少EDM加工。
03 分型面的设计原则
主分型面的位置应选择在零件在脱模方向上投影截面的最大轮廓处,这是一个基本原则。此原则下模具结构会得到简化,否则会增加模具结构的复杂程度,比如需要增加滑块等机构。
2、分型面的选择应有利于塑件顺利脱模具
由于注塑机的顶出装置在动模一侧,所以分型面的选择应尽可能地将塑件开模后留在动模一侧,这样有助于在动模部分设置的推出机构工作;若在定模内设置推出机构就会增加模具的复杂程度。
3、分型面的选择应保证塑件的尺寸精度和表面质量
1)同轴度要求高的塑件,选择分型面时最好把有同轴度要求的部分放置在模具的同一侧。
如下图中间的阶梯孔要求有较高的同轴度要求,原始设计的分型面,阶梯孔分别由前后模的两个型芯成型,前后模合模后,两型芯的同轴度精度不容易保证;优化后的分型面,阶梯孔用一个型芯成型,精度的加工容易保证。
同理,对于外圆同轴度有精度要求的塑件,也应把有同轴度要求的部分放置在模具的同一侧,比如下图的塑胶联齿。
2)与分型面有关的合模方向尺寸,其尺寸精度因分型面在注射过程中有胀开的趋势而受到影响,如图所示,原始的分型面,L的尺寸精度不容易保证;而优化后的分型面,则该尺寸与分型面没有关系,精度就容易保证。
3)对外观表面质量有要求的塑件,分型面的选择应考虑夹线对外观的影响。
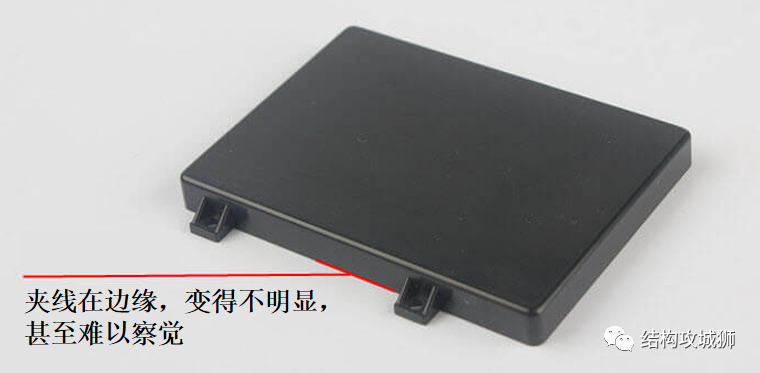
关于夹线对外观以及结构功能的影响,可以查看之前写过的文章:产品细节结构分型线(夹线)的选择,以及其对外观和功能的影响。
4、分型面的选择应有利于模具的加工
通常在模具设计过程中,分型面越简单,越容易加工,加工精度就越能得到保证。
下图中,原始设计的分型面在小圆角处,带小圆角的分型面不方便加工以及后续省模困难,优化后设计,应该分型面圆角去除。
对于多个在同一侧的枕位,可以考虑合并成一个大枕位,简化分型面结构,便于加工。
5、分型面的选择应有利于排气
为了使型腔有良好的排气条件,分型面应尽量设置在塑料熔体流动方向的末端。
下图中, 原始的分型面设计,塑料熔体充填型腔时,先封住分形面,在型腔深处的气体就不容易排除(且分型面有拐弯,也不易于模具的排气);优化后的分型面,设计在熔体流动的末端,形成良好的排气条件。
6、分型面的选择应考虑模具的大小
分型面的选择对模具的大小是有影响的,如下图,原始的设计模具高度较高,相对应的型腔和型芯都较深,模具加工的时长就越长,同时可能会遇到小零件需要用到大注塑机的情况,同时,由于型腔和型芯都较深,导致拔模对零件的尺寸影响较大。优化后的设计,模具高度变低,型腔和型芯都较浅,加工容易,且拔模对零件的尺寸影响较小,缺点是有些零件可能需要设计滑块,会导致模具长宽方向变大。
7、分型面的选择应考虑简化模具结构
如果侧边的结构特征精度要求不高,尽量避免侧向抽芯(滑块)机构,简化模具结构,减小模具大小,可一定程度上降低模具成本。
如果侧向抽芯(滑块)机构无法避免,分型面的选择应考虑侧向抽芯的距离最短方案,减小模具大小;同时大型芯要确保在开模方向上,因为包紧力会很大,如果放在模具的侧向机构,不利于脱模。
以上分型面的选择和设计,虽然大部分是到了模具设计阶段才真正开始设计,但是,作为结构工程师,我们必须在结构设计阶段需要有一个大方向的考虑,特别是对于一些比较容易确定分型面的零件,如果我们在结构设计时就考虑了分型面对结构(尺寸进度、配合间隙、外观质量的等)的影响,那么后续模具DFM后就不会导致频繁改动,试模后就不会有那么多本身可以避免的问题。
当然,影响分型面选择的因素不止以上列出的,可能还有其他因素,每种分型面的方案都不是十全十美的,都会有优点和缺点,我们需要做的就是针对实际零件的要求而做出选择,保证满足当前零件要求就可以了。
 2022年8月2日 11:54
2022年8月2日 11:54
























