Moldex3D模流分析之抬头显示器反光板之蒸镀治具模具及成形效率优化


大纲
抬头显示器是车载市场中热门的产品。显示器的反光板较其他光学镜片体型来得庞大和沉重,成型难度高,在最后一道制程蒸镀时,治具在此就显得相对重要。如何确保治具能发挥最大功能保护制品,减少蒸镀时的不良率将是本案例的目标。日芯科技团队在模具设计前期即透过Moldex3D协助检视及改善问题,确保治具的平整度,将变形量能降到最低,提升成型效率,降低模具成本及未来量产时的潜在风险。
挑战
产品平整度
降低开发成本
解决方案
藉由Moldex3D的模拟辅助,日芯团队能快速地了解并评估模具设计对产品平坦度的影响。日芯团队应用Moldex3D分析多组主、副流道设计、灌点位置及水路设计方案,从中获得最佳设计组合。此外,日芯工程师也使用Moldex3D量测结点曲线精灵评估产品变形量,确保产品平整度。同时,Moldex3D模拟也能考虑材料对变形量的影响,优化产品成型
效益
改善产品平整度近85%
减少昂贵的修模及设计变更成本
减少产品开发设计时间
案例研究
本案例之治具产品分为两个组件:本体及上盖(图一),二者体积差异极大,且必须共模成型。
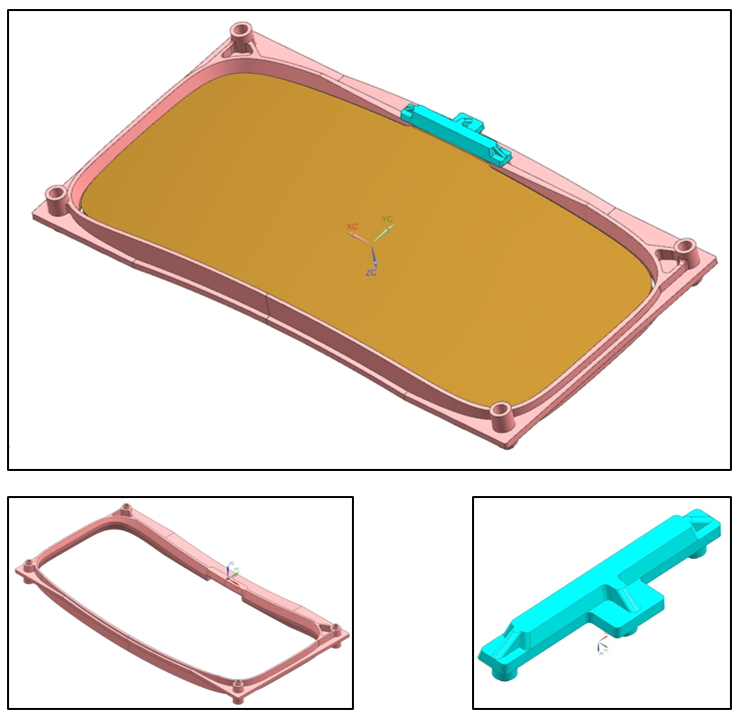
图一 本案例治具产品包括本体(左)与上盖(右)两个组件
决定治具设计后,日芯团队首先预测可行的模具结构,包含两版模及三版模的模型。分析包括各种流道及浇口设计(图二),并以量测节点来测量平坦度及收缩距离(图三)。此分析目的是希望得到高效率的充填,以及可缩短周期、缩小产品变形的流动路径方案。
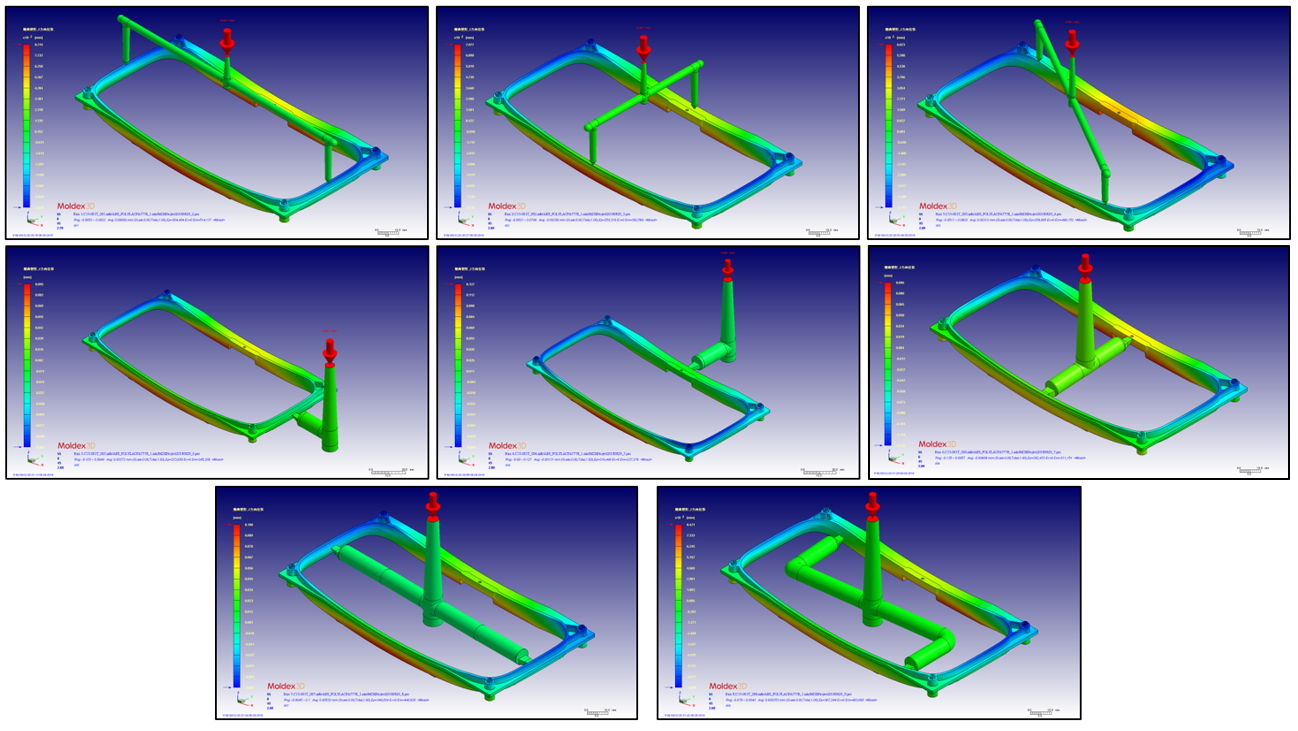
图二 不同的流道与浇口设计
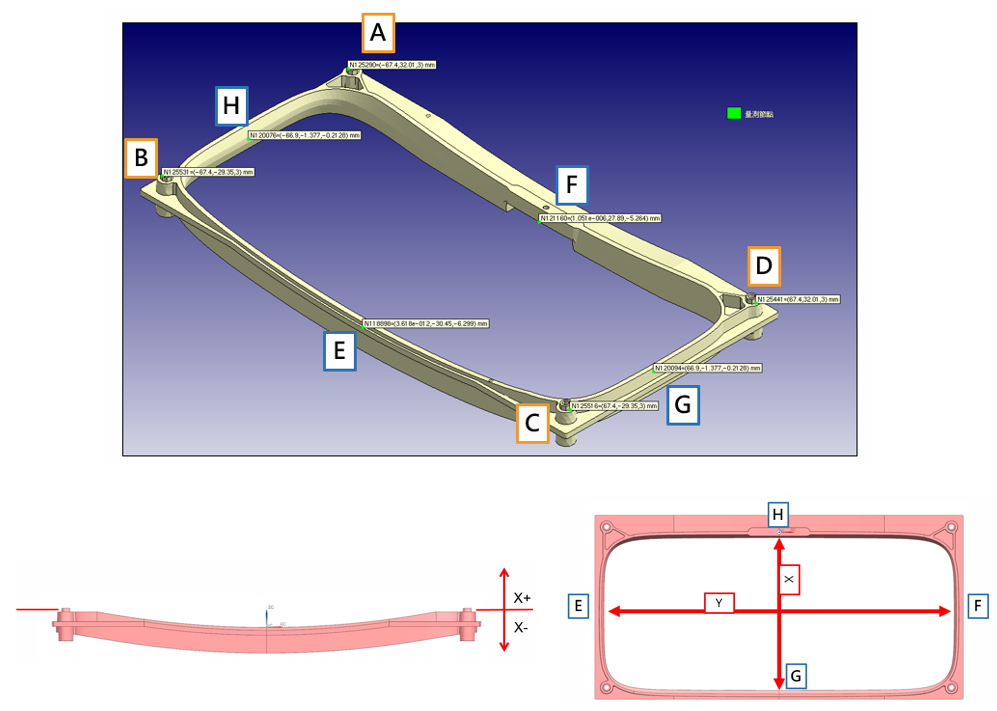
图三 以量测节点来测量平坦度(左)及收缩距离(右)
根据平坦度及收缩距离结果,以及考虑上盖和下盖必须共模成型,因此浇口设计上必须保留足够的空间给上盖。最后选择的流道设计如图四所示。
图四 最终决定的流道设计
接下来日芯团队希望决定适合的冷却水路设计。在进行多组不同的水路设计模拟后(图五),日芯发现水路对于产品平坦度及收缩距离的影响并不大。因此在考虑模具结构的情形下,决定选择Run 16作为最终的水路设计。
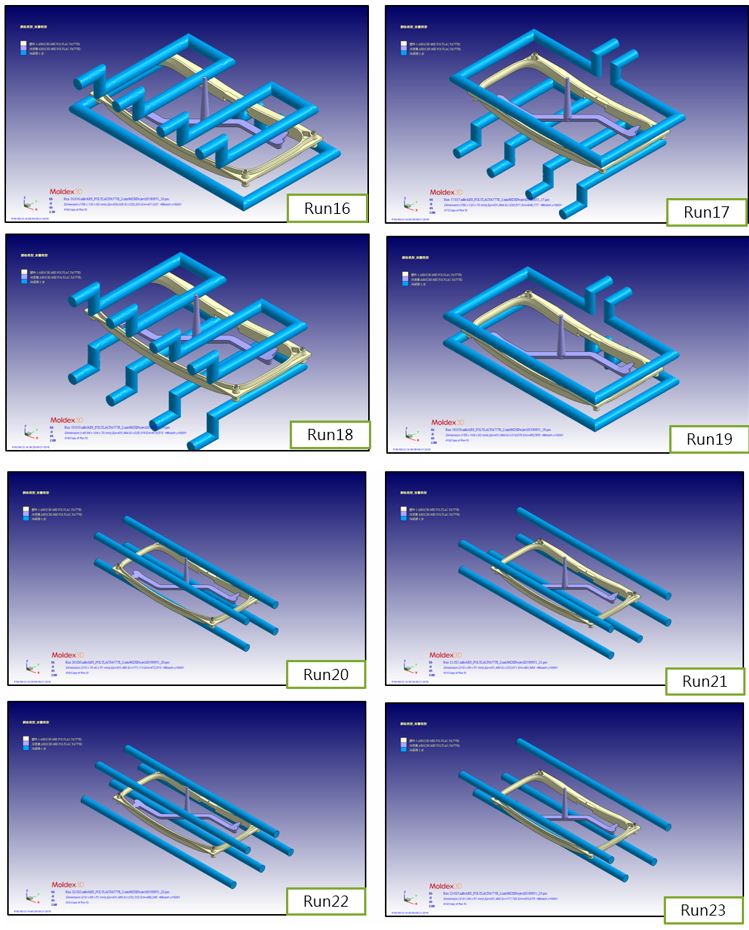
图五 不同的冷却水路设计
最后一个阶段,则是要找出最合适的副流道方案,以使产品上下盖可共模成型。由于二者体积差异很大又必须互相嵌合,因此必须决定适当的浇口尺寸。
治具的嵌合是利用分别位于上下盖的三个轴和孔,如要达到其有的功能性,相对的孔距离不能相差太多,故在两个组件上都分别植入量测节点(图六)。
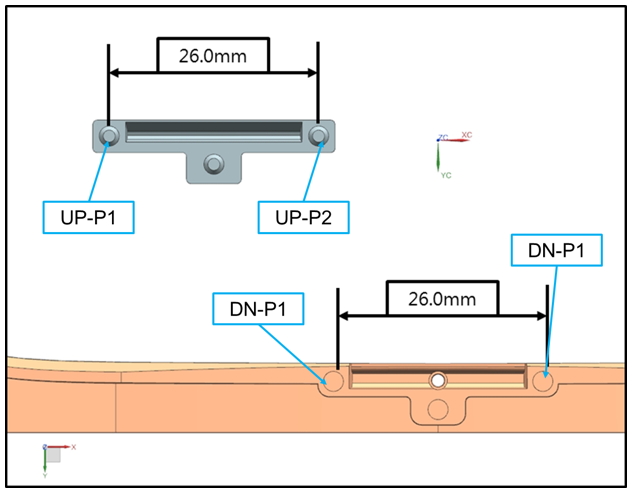
图六 量测节点位置
日芯团队决定选择Run 29作为上盖的流道方案(图七)。此方案流道相对较细,模仁预留空间较多,试模后仍有机会依实际情形调整流道。
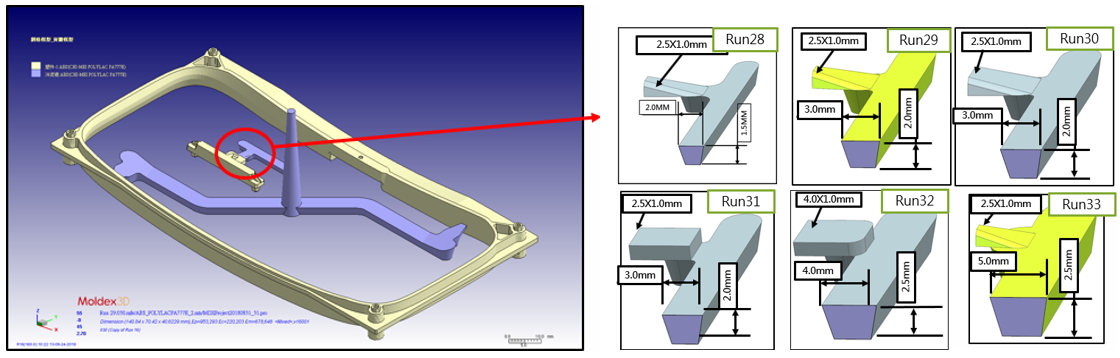
图七 上盖的流道设计
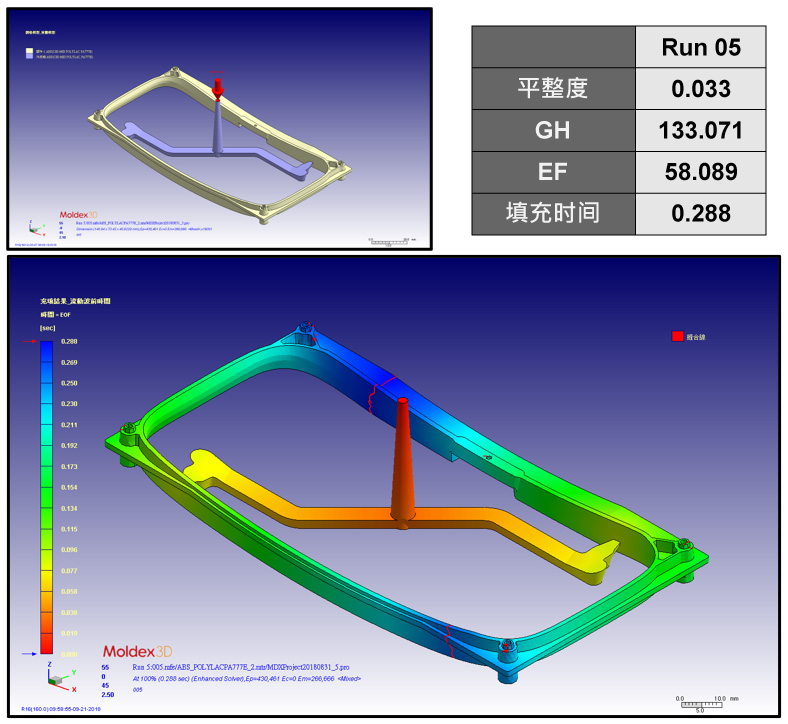
最后是进行实际试模。经比较试模与Moldex3D分析结果,发现二者相当吻合,证明模拟的高度准确性(图八)。
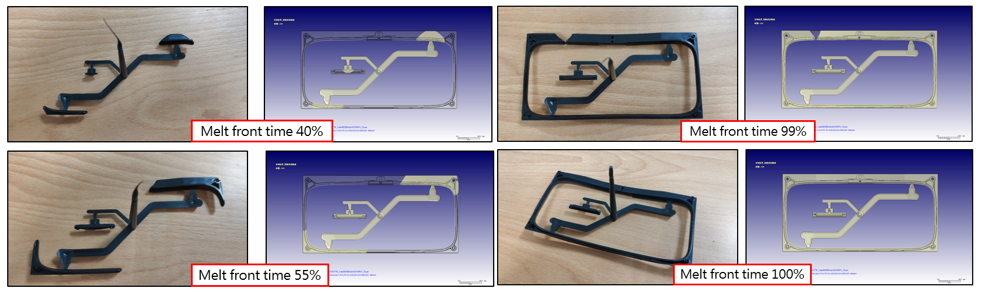
图八 实际短射结果与Moldex3D模拟结果比较
结果
藉由Moldex3D的分析功能,日芯团队得以快速且重点性的取得所需信息及数据,并藉由交叉比对以获得更符合产品功能需求的方案,减少模具设计的失误、产线的负担,从而降低成本、提升产能。最重要的,还能藉此验证以往模具设计的经验法则是否是真的可行。





















查看更多评论 >