Moldex3D模流分析之威仕实业以Moldex3D达到抽屉滑轨尺寸精度
 2022年10月10日 10:51
2022年10月10日 10:51

大纲
本案例为抽屉导轨产品,其主要功能是让抽屉能畅顺地滑动,因此产品的平整度要求高;滑槽的尺寸必须精确,不能有弯曲或变形。材料选用耐磨的POM,其本身收缩性大,是制造过程中必须考虑的重要因素。威仕实业透过Moldex3D 模流分析工具寻求解决方案,掌握影响产品成型的关键信息,以此优化产品设计及模具设计,克服成型不良问题,省下可观的开模成本和时间,让产品能顺利量产。
挑战
严格的产品平整度要求
改善产品变形问题
缩短成型周期
解决方案
威仕实业透过Moldex3D模拟辅助,评估合适的浇口和流道设计,并透过保压分析,判别出引起产品弯曲变形的主因是收缩不均。同时藉由冷却分析,确认不均匀的冷却对产品变形影响的程度,并预测成型周期时间。最后,工程师使用翘曲分析检查了X,Y和Z方向上的位移量,以此进行设计变更,获得了减少零件翘曲的最佳设计方案。
效益
节省修模费用
缩短成型周期55%
X轴方向位移改善300%
案例研究
滑轨是抽屉产品中最重要的组件,其主要功能是让抽屉能顺畅的滑动,因此对产品尺寸精度要求高,且无法容忍变形。要达到零件尺寸精确的关键因素,是在成型过程中使零件在每个区域均匀收缩。
本案例中,威仕实业运用Moldex3D Professional解决方案,模拟原始设计的传统射出成型条件(图一)。翘曲分析结果与实际产品状况十分接近,都有严重变形问题(图二)。要解决此问题,就必须先找出产品变形的成因。透过Moldex3D的分析,发现产品两端有很大的温度差异,导致产品内部收缩率大于外部,因而产生变形(图三)。此外原始设计采三点进胶,但产品两侧流率较低,这也导致流动不平衡之问题。

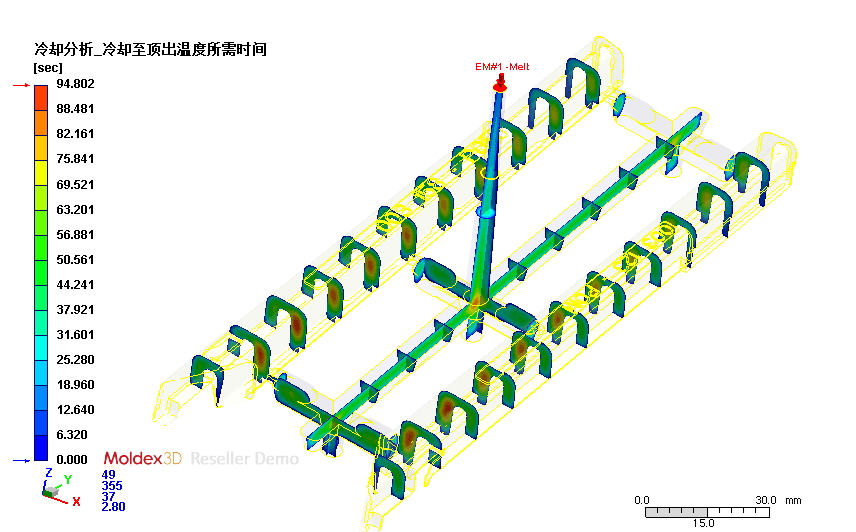
图三 原始设计的流动分析结果显示,当到达顶出温度时,肉厚区域有积热现象;此区域也观察到较高的体积收缩。
为解决这些难题,威仕实业将原先的三点式浇口设计改为单点进浇。如此不但改善了流动不平衡问题,同时消除了三点进浇所产生的缝合线(图四)。此外威仕实业也改变了产品设计,将滑轨两端的肉厚调整得较为均匀(图五),以使冷却速度一致。
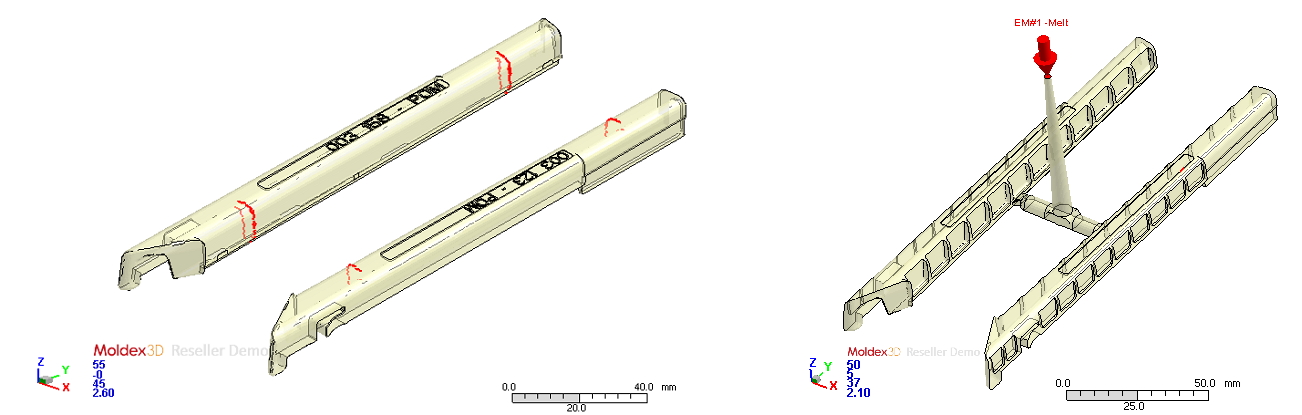
图四 原始设计中出现缝合线(左)。改变浇口设计后,成功解决此问题(右)。
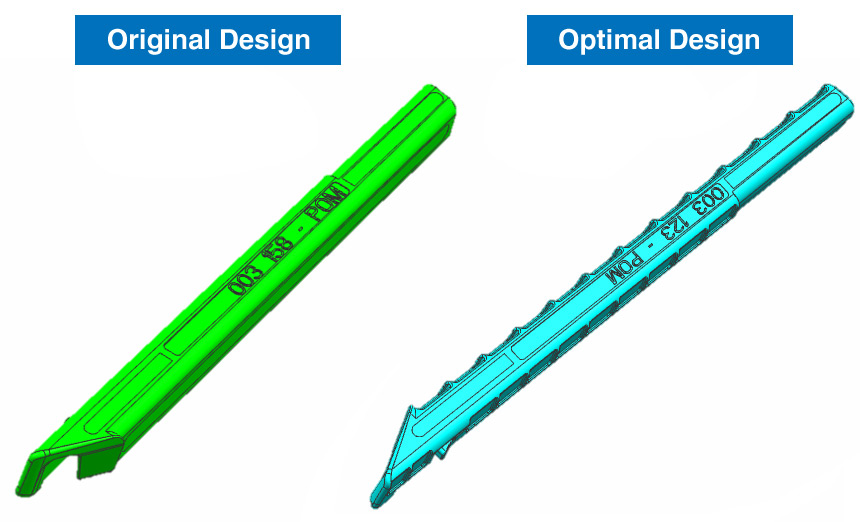
图五 将滑轨两端厚度修改为较均匀
然而导致产品Z方向翘曲的成因,除了不均匀收缩之外,还有冷却不均问题。考虑到若要改善Z方向翘曲,就必须改变整体设计,包括模具设计、冷却系统等,因此威仕实业决定采取补偿Z方向位移的方式。
最后借助Moldex3D进行一系列优化实验。与原始设计相较,优化设计后因流道体积减少,故产品体积减少了50%,而X方向翘曲则减少300%以上。透过Z方向补偿位移处理后,变形问题已是微乎其微(图五、图六),同时成型周期也缩短了55%。
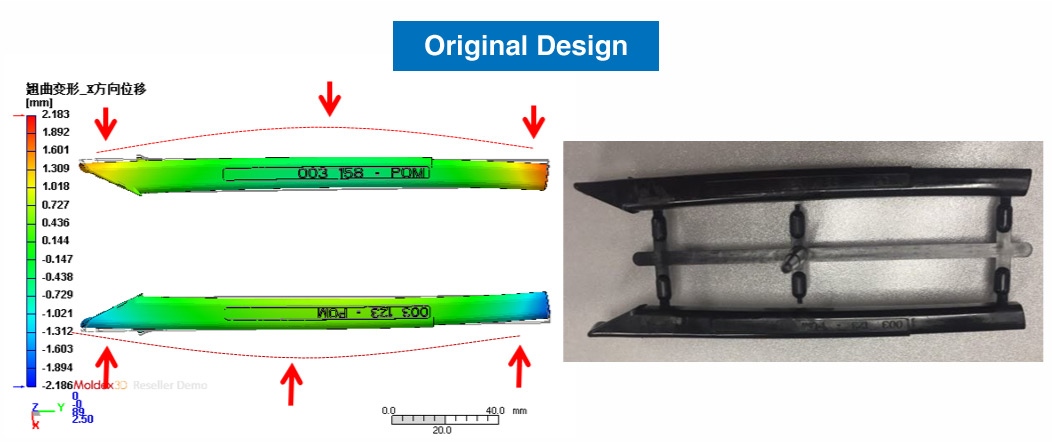
图六 Moldex3D模拟可准确预测X方向变形
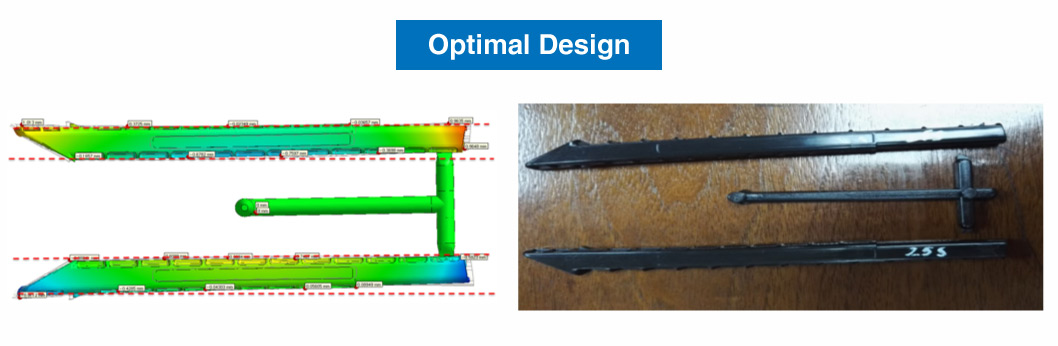
图七 进行修改和验证后,解决了变形问题,且实际成型的产品也与仿真结果相近。
结果
透过Moldex3D的分析,威仕实业能清楚找出造成产品变形的因素,而进行设计变更和产品验证。如此一来便可缩短研发时间、并制造出质量可靠的产品。





















工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP




