Moldex3D模流分析之斯洛伐克科技大学以CAE改善气辅产品设计


大纲
本案例中,Moldex3D用以改善气体辅助射出成型(GAIM) 的产品翘曲缺陷。该产品为汽车后视镜的零件,原本是以传统射出成型制程所制造,但产品中央挖空区域有较严重的变形,且肋条区域内部会产生真空泡,往往需要过长的保压时间来降低翘曲。因此STU尝试改用GAIM制程,期望消除缺陷问题。Moldex3D的模拟结果也证实GAIM能有效改善翘曲、缩短成型周期。
挑战
产品中央挖空区域有大幅度的变形,会影响后续装配(图一)
肋条区域内部有真空泡(图二)
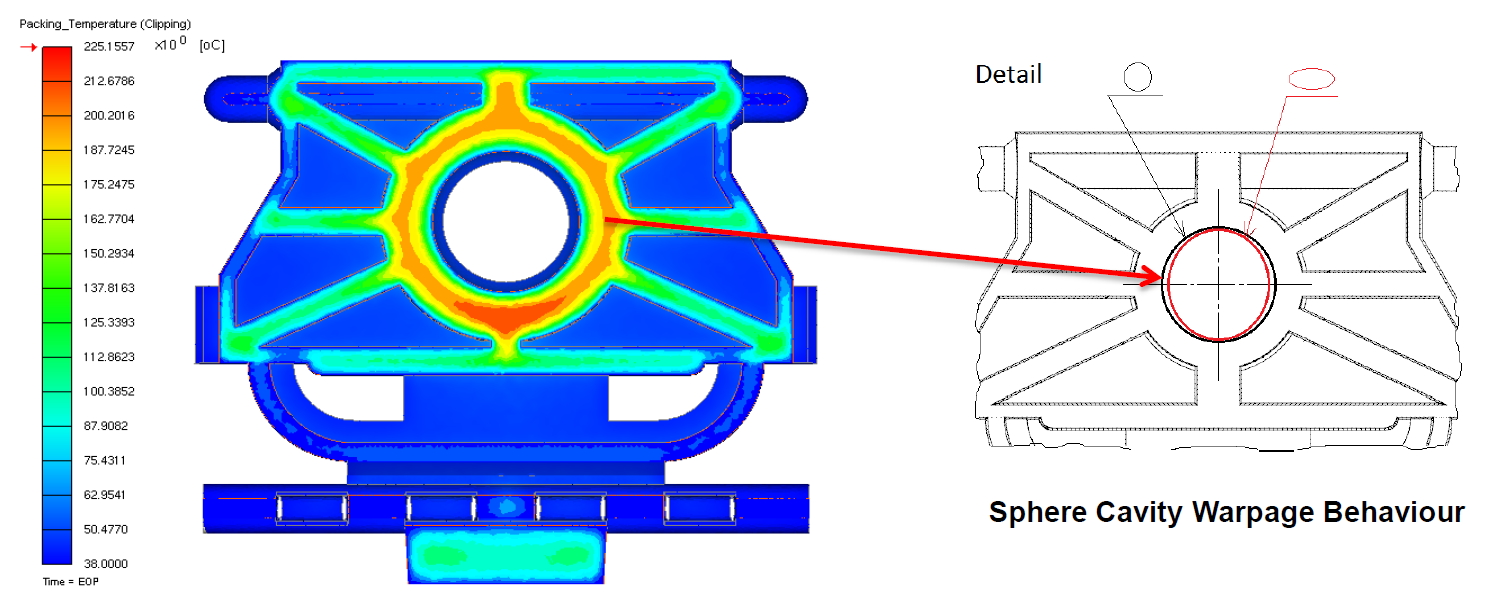
图一 产品中央挖空区域的翘曲
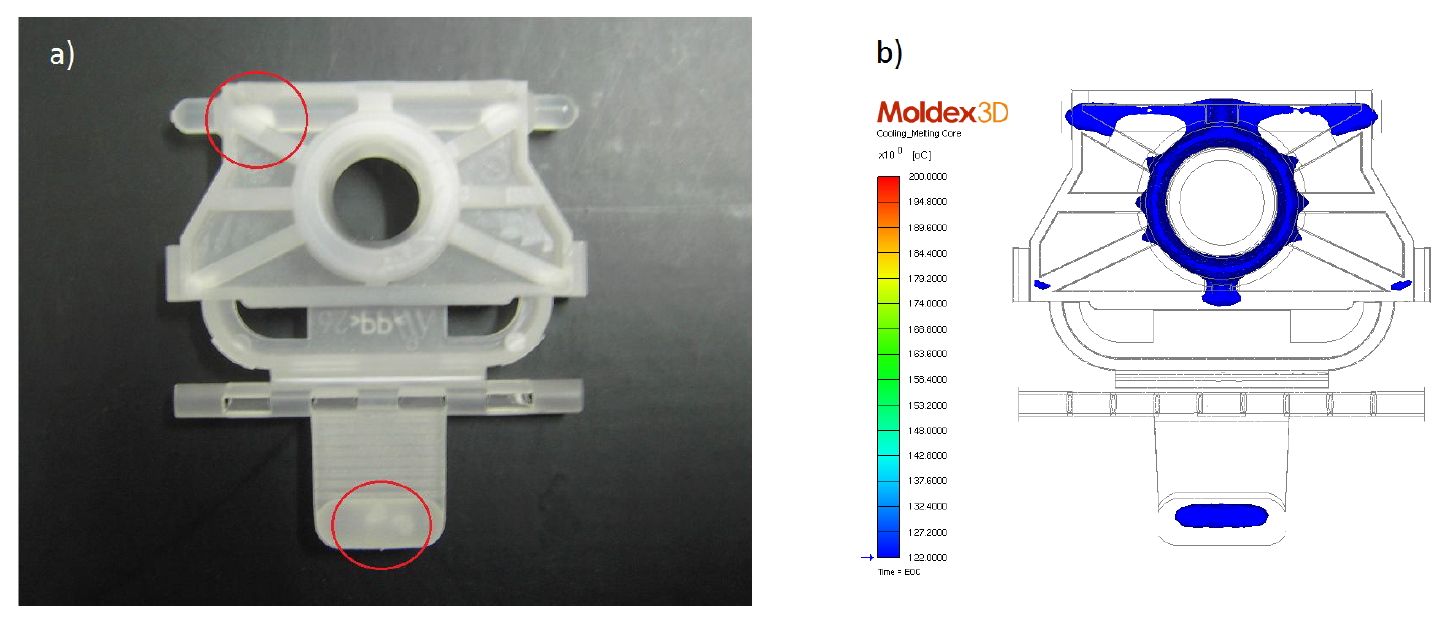
图二 真空泡位置(a)与体积收缩率高的区域(b)
解决方案
使用Moldex3D射出成型(IM)与气辅射出成型(GAIM)模块比较不同制程并进行优化
效益
成功判别产品变形原因并改善翘曲问题
验证气辅成型制程的应用
提高冷却效率约40%
整体冷却温度降低,减少了产品收缩和真空泡
案例研究
本案例目标为减少产品翘曲和消除内部真空泡问题。STU使用Moldex3D IM模块仿真并找出造成产品缺陷的根本原因。Moldex3D GAIM模块也用于评估新导入的气辅制程是否能有效解决问题。
首先STU对照原始产品设计的Moldex3D射出成型模拟与试模结果,发现二者相符。软件除了正确预测出翘曲趋势,软件仿真的内部真空泡位置也与实际上产品体积收缩高的区域一致。根据仿真分析显示,产品肉厚肋条处的积热现象是造成上述产品缺陷的主因。
为消除积热现象,STU采用增加水路和隔板的方法,期望提高冷却效率,但此方法未能达到预期的效果。STU再改以延长保压时间方式来降低产品收缩,发现只有在将保压时间延长到不合理的情况下,才有办法消除缺陷。因此STU决定导入气辅成型制程,并提出多种设计变更,包括不同的进胶位置、气体注入口位置等。如此一来倘若肋条处有正确的掏空(图三),就可大幅降低冷却温度(图四)。Moldex3D仿真结果显示,经过气辅成型制程改良后,产品翘曲和体积收缩都降低了(图五),冷却时间也有效缩减。由此可见,STU可以借助Moldex3D进行不同的模具设计和制程参数比较中,获得最佳的结果。
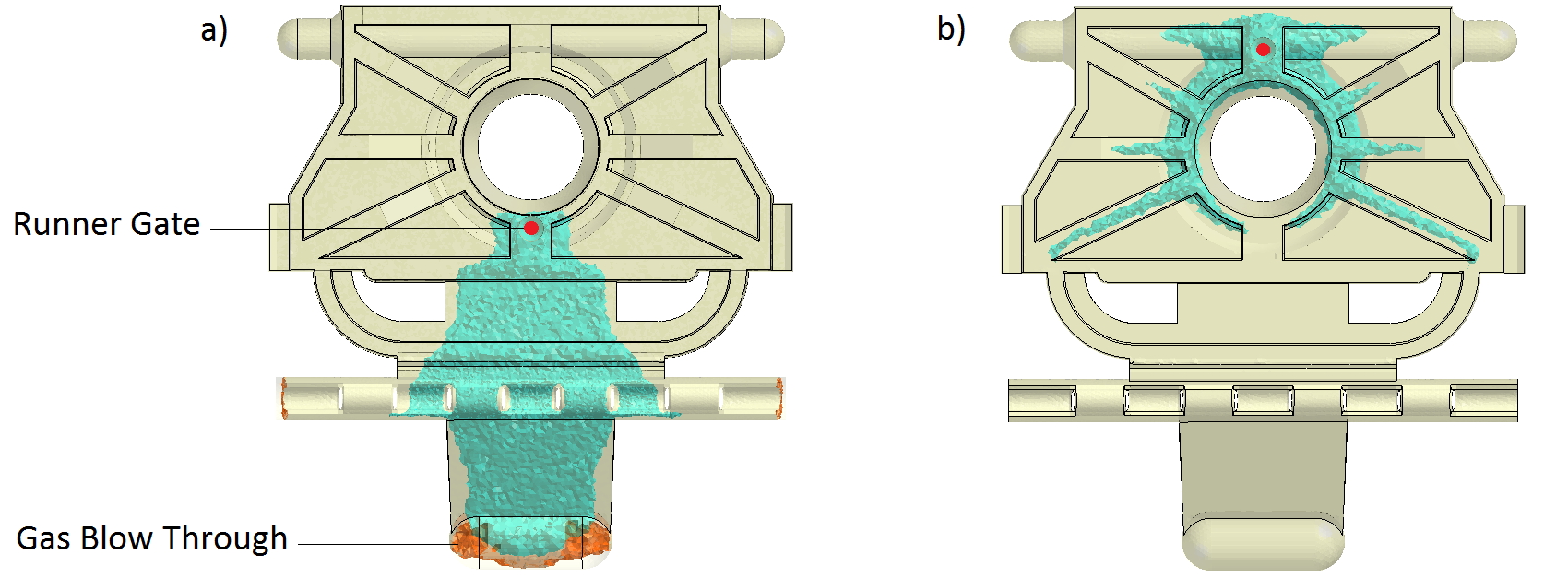
图三 气辅成型不同浇口位置设计结果对照:(a)初始设计产生不良的掏空;(b)最终设计产生较佳的掏空
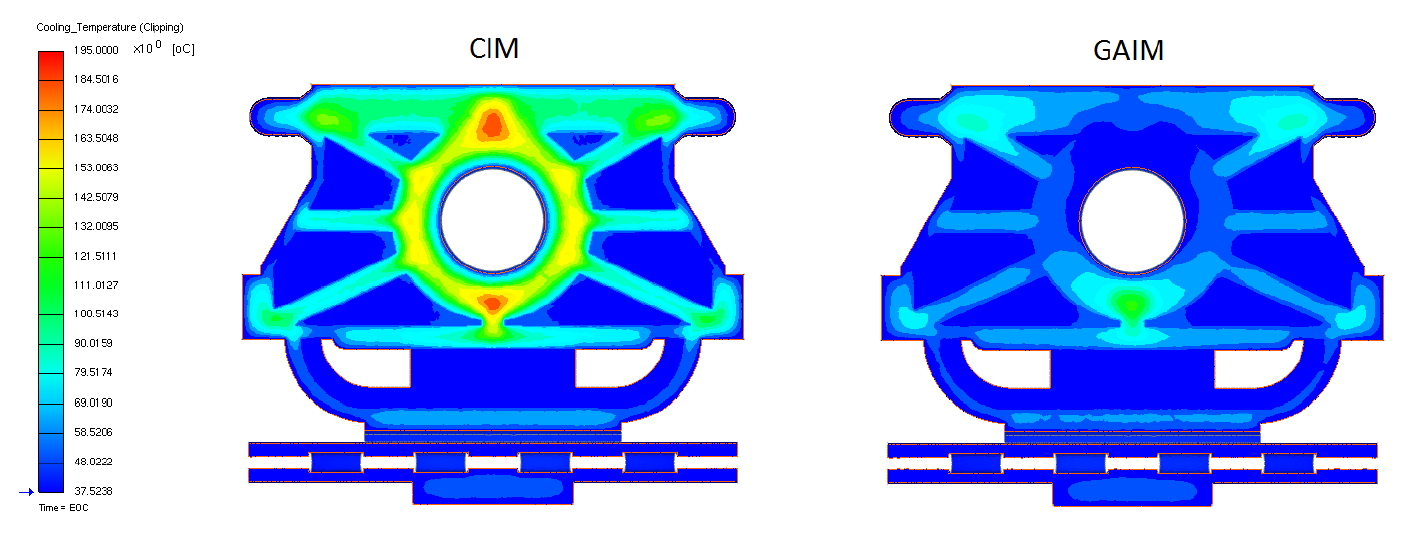
图四 传统射出成型(CIM)与气辅制程(GAIM)的冷却温度比较
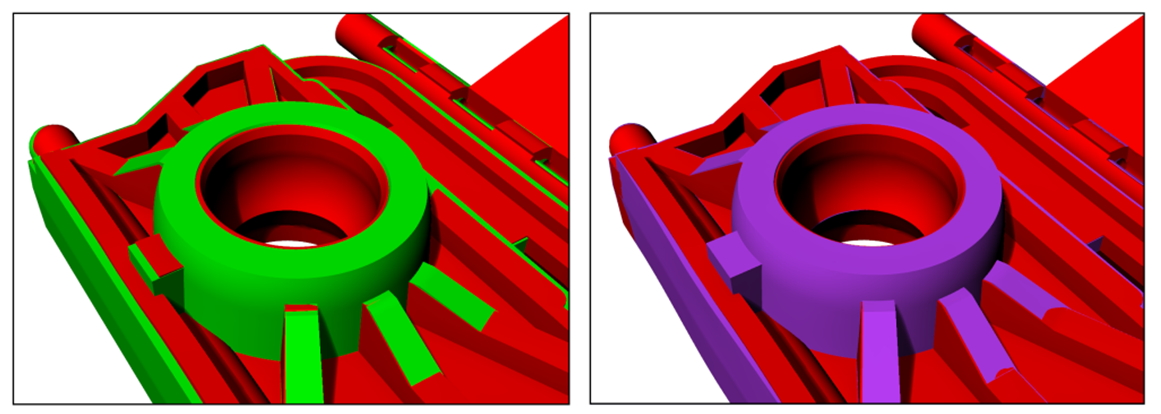
图五 STU进行的多项设计变更中,原始的CIM产品的变形量最大,气辅成型的产品几何精确度最高。绿色区域:原始CAD模型;红色区域:CIM的变形模型;紫色区域:气辅成型的变形模型。
结果
藉由Moldex3D分析,STU得以精确预测产品缺陷并找出造成的原因,同时可以透过Moldex3D轻易完成制程条件、产品和模具设计优化,不需重复试模和修模才能达到最佳设计。此外,Moldex3D提供许多进阶成型制程分析模块,可以比较传统射出成型与不同制程的结果,也因此STU在不耗费多余时间和制造成本的情况下,透过Moldex3D找出最合适的气辅制程设计,成功解决原始设计问题。




















