一 热冲压成形概述
热冲压成形钢,也称硼钢,在低碳钢中添加少量的B元素可以提高钢板的淬透性,并且B的添加可以推迟铁素体和珠光体的出现,有利于获得板条状马氏体组织。热成形钢板常见的成分体系有Mn-B、Mn-Mo-B、Mn-Cr-B、Mn-W-Ti-B等,如表1所示。22MnB5是热冲压成形钢板中最常用的钢种。22MnB5典型化学成分如表2所示,图1是22MnB5热冲压成形钢板的CCT曲线。因国内外各个钢厂产线不同,国内外各个钢厂的22MnB5成分会稍有一些差异,CCT曲线也会稍有差异。近几年,国内出现Mn-B系基础上添加Mo、Nb、V等元素,优化热成形钢的抗氧化性、尖角弯曲性能、耐延迟开裂等性能,取得了较好的效果。热冲压成形钢的抗拉强度级别有500、1000、1500、1800、2000MPa等。
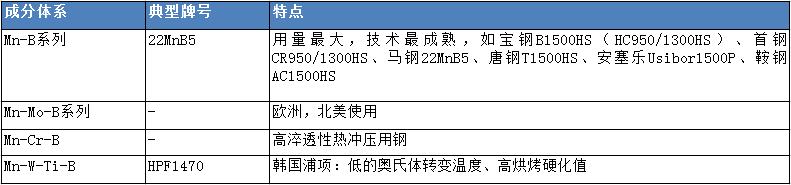
表1 热冲压成形钢常见成分体系

表2 22MnB5典型化学成分(Wt.%)

图1热冲压成形钢22MnB5的CCT曲线
热冲压成形是将冲压技术和热处理技术相结合的板材成形技术,是热冲压成形钢板在热、力、相变耦合下的复杂成形过程,图2为热冲压过程中热传递、力学、相变相互作用图,热冲压成形过程,正是这样一个板料内部温度场、应力场、相变同时共存,相互作用的变化过程,对板料在成形过程中的流动、变形等造成影响。如高温下的变形量会对奥氏体转变产生影响,在800℃下变形10%~30%的变形过程使得C曲线左移,并使临界冷却速率提高至50℃/s,(如图3所示)。图4所示为马氏体相变开始温度(MS)与应力的对应关系。当应力从100MPa达到400MPa时,马氏体转变开始温度从380℃提高到560℃。同时,热冲压成形过程中不同温度下钢板的成形极限、流动应力本构模型、钢板与模具间摩擦系数差别很大。因此,热冲压成形后性能、尺寸除与热成形钢板有关外,还与热冲压生产线、模具、热冲压工艺等因素相关。
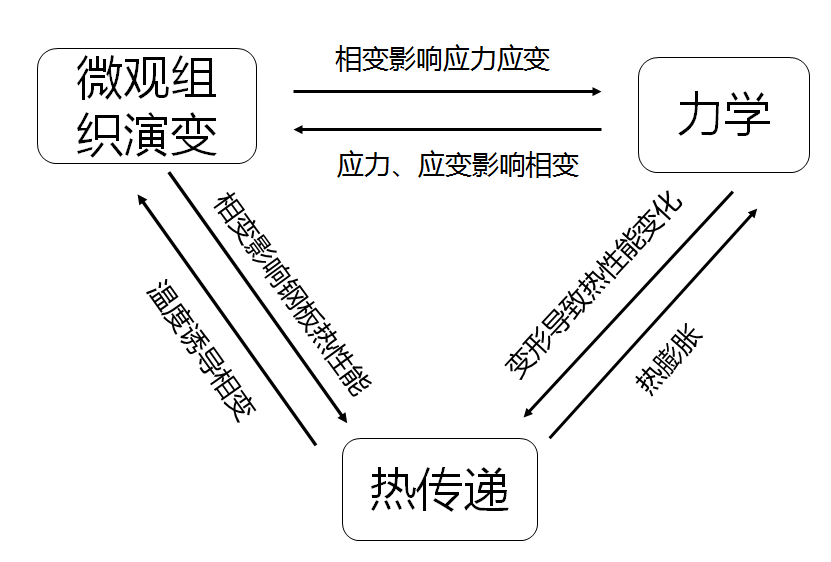
图2 热冲压成形过程中热-力-相变的相互作用

图3 800℃变形10%~30%后的CCT曲线 图4马氏体转变开始温度与应力关系
热冲压成形模具中钢板经历合模、高温成形、淬火、保温、开模的过程,热冲压模具设计主要包括模具型面设计、模具冷却系统设计和模具结构设计等。热冲压成形量产模具设计流程如图5所示,采用autoform、pam stamp2G等软件进行对热冲压成形过程进行快速成形模拟和冷却过程模拟,利用热冲压成形钢板的高温流变曲线、高温摩擦系数、FLD等参量进行成形模拟,采用Fluent、Ansys等软件进行模具冷却效果模拟,保证热成形模具长期工作热平衡性。这一过程实际是热力学、机械学耦合模拟。将模拟结果作为模具设计方案确定的重要依据。
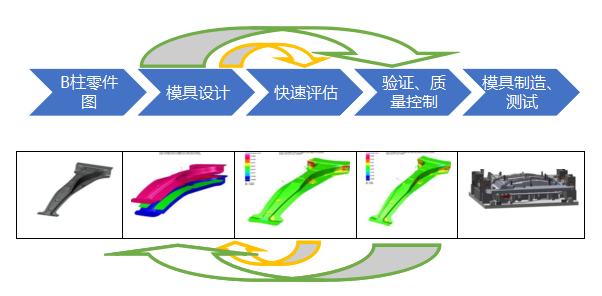
图5 热冲压成形量产模具设计流程
热冲压成形模具型面设计要点如下:
(1) 模具型面主要却决于产品数据,并根据客户对零件的技术要求,制定合适的模具加工精度和公差,并应考虑热胀冷缩及回弹的影响,对模具型面采取合适补偿方案;同时热冲压钢板高温时摩擦系数大,高温成形时易于开裂,因此,热冲压模具型面通常不设计拉深筋,对于复杂成形零件,增加压料装置用于控制板料合理流动,保证热冲压成形性能。
(2)翻边孔变形特征的转变设计。
(3)对于后续激光切割时难于定位的零件,应适当增加工艺凸台。
热冲压成形实际上钢板在热冲压成形模具中成形和淬火的过程,热冲压零件的组织、性能和尺寸精度能否稳定地满足要求均与在模具中成形和淬火密切相关,热冲压成形模具应具备良好的冲压成形、淬火、长期稳定的能力。热冲压成形模具是热冲压成形工艺的核心技术。同时,热冲压成形模具工作温度在800℃左右至室温之间,工作温度高,并需要承受冷热的急剧变化。因此,选用合适模具材料、合理设计冲压模面、合理设计冷却系统才能保证板料在模具中快速均匀冷却。
热冲压模具在工作时要同时承受冷热交变、冲击、震动、摩擦等负荷,与冷冲压模具材料相比,热冲压模具材料的服役中受到较大的冲击、模具表面温度频繁交替变化以及模具表面的高温软化等因素影响,热冲压模具极易失效,导致模具使用寿命降低,主要失效模式有磨损以及反复应力作用下产生的疲劳失效,两者均与模具材料、模具设计与制造关系密切。磨损主要与模具的组织、硬度及表面处理情况有关。热冲压模具在冲压过程中受到的主要有三种应力:冲压过程的冲击力、保压淬火阶段的保压压力以及在热冲压模具在整个生产周期中25℃-850℃的温度变化的热应力。
(1) 高的高温屈服强度和回火稳定性:热冲压成形模具工作表面需要长时间与高温钢板接触,当800℃左右的钢板放入模具型腔时,型腔表面急剧升温,表层产生压应力和压应变,这需要热冲压模具钢具备较好的高温屈服强度和回火稳定性;
(2) 较大的导热率、较小的热膨胀系数和较小的比热容系数:在合模保压过程中通过带有冷却水道的模具对成形后零件淬火,为获得所需的力学性能和尺寸精度需要将钢板的热量带走和保证模具工作过程中的精度,模具材料必须具有较大的导热率和较小的膨胀系数和比热容系数;
(3) 高的热疲劳性能和冲击韧性,良好的耐磨性:开模取件时,模具表面由于温度降低而受到拉应力作用,产生热疲劳等,并且热冲压过程中模具钢承受较大的冲击,需要较高的冲击韧性。为减缓冲压过程中模具拉毛,模具钢还需要较高的耐磨性能。
(4) 一定的耐腐蚀性:热冲压模具内冷却管道流通冷却水,为避免冷却水对模具锈蚀,因此要求模具钢具备一定的抗锈蚀性。
瑞典一胜百开发的DIEVAR热冲压成形模具钢。DIEVAR模具钢是一种对H13钢进行优化后得到的钢种,DIEVAR化学成分如表3所示。表5为DIEVAR、ORVARSUPPREME、ORO 90 SUPERME、HOTVAR、VIDAR SUPERIOR热冲压成形模具钢抗回火性能、热屈服强度等性能值及使用。图6是DIEVAR等5种热冲压模具钢高温屈服强度,可以看出,5种热成形模具钢均有较高的高温强度,其中DIEVAR钢处于中等水平。

表3 DIEVAR化学成分(Wt.%)

表4 5种热冲压成形模具钢性能比较
注:*列数值越大,表示性能越好
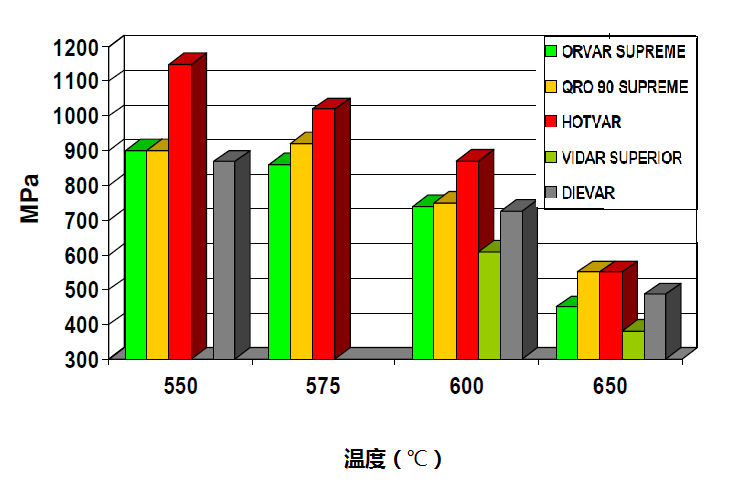
图6 5种热冲压成形模具钢不同温度下的屈服强度
热冲压成形模具中设置了冷却管道,量产模具冷却管道的加工方式多采用钻孔方式进行。为保证钻孔工艺性和保证冷却管道“随形分布”、方便模具制造和维护,通常对热冲压模具进行分块加工,而分好的镶块又需要进行整体热处理以获得均匀的性能,因此需要合理安排钻孔、热处理、机械加工等制造、装配工艺,实现工艺流程的最优化。在进行分块设计时注意以下原则:
(1) 分块尺寸应适宜,尽量均匀,并应考虑模具材料供应商的标准尺寸,建议分块长度在200-300mm之间。
(2) 分块时应避免应力较大的区域。模具镶块间的接触区域强度相对薄弱,易于磨损,以免影响模具寿命及成形精度。
(3) 分块时应考虑冲压件的形状特征,降低冷却管道加工的难度,保证后续冷却管道加工工艺性。
(4) 凸凹模分块位置应错开10-30mm。若分块面处于同一位置,则会加剧模具在分块处的磨损。
图7为某型汽车B柱热冲压模具凸、凹模分块设计。图8为B柱热成形凸模一块镶块,该镶块带有导向、冷却系统、安装孔和起吊孔等。
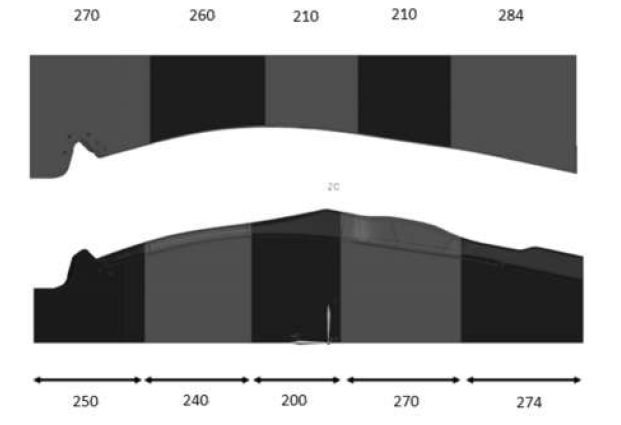
图7 B柱热冲压模分块设计

图8 B柱热成形凸模镶块
热冲压模具冷却系统的设计需满足如下条件:
(1) 热冲压钢板的冷却速率大于马氏体转变临界冷却速度
热冲压钢板在料片转移、合模、冲压、保压过程中,钢板的最小冷却速率应大于马氏体转变临界冷却速率,而且冷却速率越大,马氏体组织越细小、均匀,热冲压件的综合力学性能越好。
(2) 热冲压零件各个位置的冷却速度应保持一定的均匀性,减少同一个热冲压零件不同位置处最大、最小冷却速度的差值
保持热冲压件各个位置冷却速度的均匀性,有利于热冲压后零件组织的均匀性,有利于热冲压零件尺寸精度。
(3) 热冲压模具连续工作在高温环境下,应使模具表面受热与散热处于平衡状态
长期工作的热冲压模具吸收的热量应及时地被冷却水带走,如果受热和散热不处于平衡状态,模具部分区域温度不断升高,影响热冲压件的尺寸精度和力学性能;另一方面造成模具表面软化,影响模具寿命。因此在设计模具冷却系统时,需保证模具长期工作的热平衡性。
模具冷却管道的设计是热冲压模具设计的核心问题,冷却管道的设计质量直接影响的到模具的冷却效率、冷却均匀性和平衡性。冷却管道的设计主要包括管道位置参数的确定以及管道直径和数目的确定。图8为热冲压模具分段镶块冷却水道示意图。冷却水道的加工方式取决于镶块表面形状和钻孔工艺性。当产品为曲面时,可以采用两个方向钻孔形成镶块冷却水道(如图9、图10所示)。
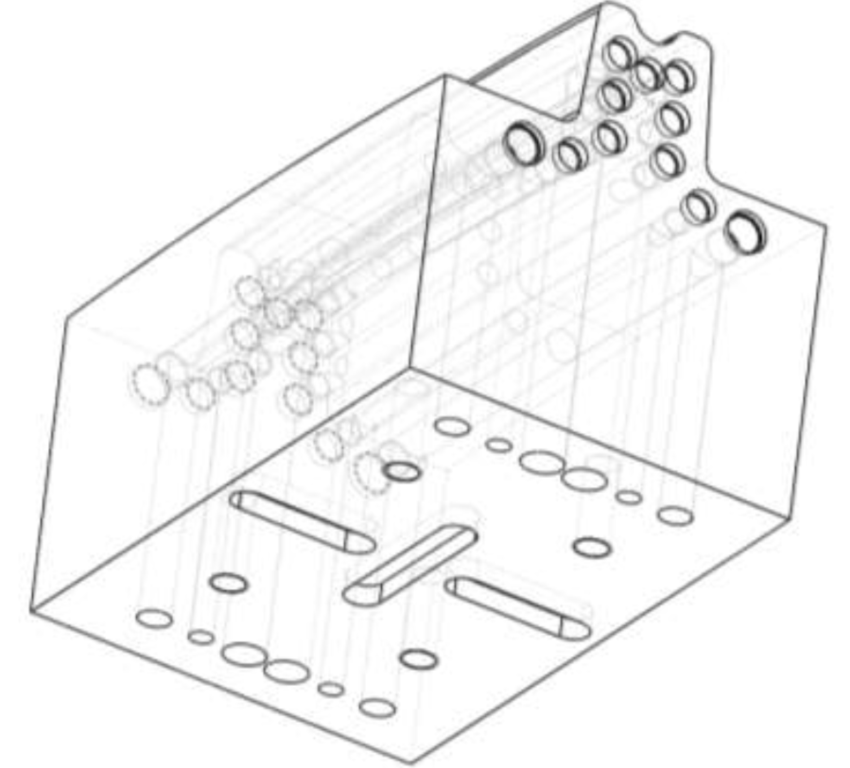
图8 热冲压模具分段镶块冷却水道示意图
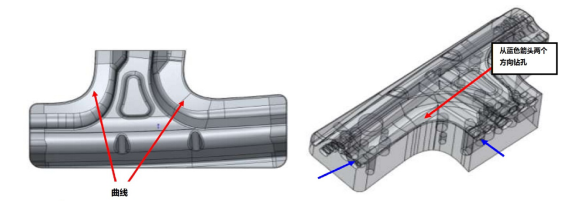
图9 B柱门槛处左右角产品形状 图10 B柱门槛处左右角镶块冷却水道钻孔方式
同一工作部件镶块间冷却管道布置方案分为直通式和迂回式两种。
直通式冷却管道布置:基本形式见图11。镶块间冷却管道直接联通,水流路径短,对模具的冷却效果好,且模具机加工作量小。但对镶块间的密封要求高,镶块热胀冷缩易导致冷却水发生泄漏。
迂回式冷却管道布置:基本形式见图12。单个镶块进出水均在镶块底面,镶块间通过安装定位板进行水流联通。此方式镶块与安装定位板间采用O形密封圈密封,镶块端部管头用堵头密封或焊接密封。此方式冷却水密封效果好,不易发生泄漏,但冷却水流路径长,压强损失大。
 图11 直通式冷却管道布置 图12 迂回式冷却管道布置
图11 直通式冷却管道布置 图12 迂回式冷却管道布置
模具镶块中冷却管道主要尺寸有:冷却水道直径Φ、冷却管道间距a和管壁距模具表面距离L,如图13所示。
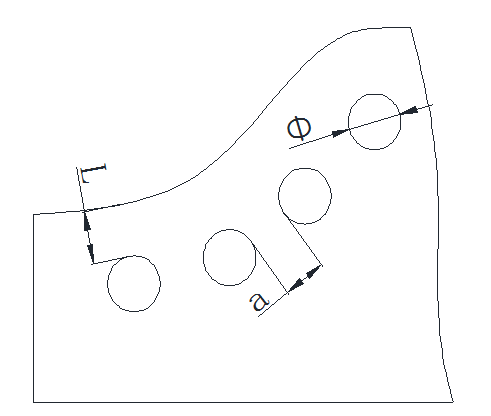
图13 冷却水道尺寸示意图
冷却管道设计原则:冷却孔的位置和数量要取决于模具表面的形状。需同时满足模具冷却功能和模具强度。具体要求如下:
(1) 冷却水压强0.3MPa(3Bar)条件下须保证模具冷却水流量不小于300L/(m2*min),管道设计完成后必须进行流速、流量及镶块冷却效果CAE分析。
(2) 相接管道轴线夹角α。要求此夹角尽量接近180°,最小不小于90°。
(3) 冷却管道孔径Φ。要求冷却管道孔径Φ=8~14mm。特殊情况Φ<8mm时须进行模具冷却效果分析;Φ>14mm时须进行模具强度校核。
(4) 起冷却作用的相邻管道间距a。相邻冷却管道间距a=8~20mm。设计时根据镶块局部受力受力情况和制件冷却效果进行选择。
(5) 管壁距模具表面距离L。冷却管壁距离模具表面最小距离L=8~15mm。根据镶块局部受力情况和制件局部冷却效果进行选择。
(6) 镶块端头起联通作用的管道间距a。由于镶块底部与安装固定板联通的孔簇要求尽量集中,此部位管道间距可满足。
(1) 长度为200mm以内轴线为直线的冷却管道可直接钻削加工。
(2) 镶块内长度大于200mm的管道须采用对钻方式加工。
(3) 当模具外表面形状为曲线形状时,为保证模具冷却效果,冷却管道轴线需设置为折线,采用两端对钻加工。要求对钻孔轴线交汇后盲端长度≤2mm。
(4) 对钻孔轴线理论为相合或相交,实际加工轴线可能平行或异面。要求两轴线空间异面距离≤0.2mm。
热冲压成形生产过程中,坯料的加热状态、料片转移、成形动作时序及接触力变化、制件冷却速率及均匀性分布等条件变化均会影响零件的尺寸和性能。
在模具设计过程中,冷却管路系统设计的合理性直接影响制件的冷却状态和模具强度。
冷却管路设计的微小差异有可能引起模具上形成“热点”,或造成模具强度不足。
而且一旦按照不合理的冷却管路进行模具加工,产生的制件质量缺陷绝无可能通过设备和工艺参数优化进行解决,其后果必然是导致模具报废。
在热成形工艺设计过程中,采用试错法已完全不能满足正常设计需求
,热冲压成形FEA可实现的工艺缺陷的预判和进行工艺优化。
因此对冷却管路水流状态和模具温度场进行仿真优化及其重要,并应坚持未完成FEA工作绝不进行模具动刀的工作原则。
作者:王彦博士




















