模具浇口设计考量及最大剪切速率
模具浇口设计考量及最大剪切速率
关于模具浇口设计
对于浇口(gate) 尺寸大小优化设计考虑上,影响的主要参数包括了─射出件产品的厚度、产品的体积、射出充填速度、所使用的塑料种类与特性、以及所使用之浇口数目。浇口尺寸大小及流道厚度尺寸都将会影响保压作用阶段的压力传递能力及保压效果;适当及有效的保压作用,需在浇口尚有足够的可流动通道或未完全固化前的时间内作用,才能有效将额外的塑料挤压进入模穴内,藉以补偿熔胶材料的冷却收缩的体积变化。
通常浇口的尺寸大小在设计原则上,如果是针对无填充剂(filler) 补强的塑料应用时,一般浇口厚度至少需要在产品厚度的一半以上( >1/2H )。对于产品要求高表面光泽度或对成品表面质量需要更加注意的浇口设计场合,例如产品背面有补强肋(rib) 或螺丝孔突起特征(boss)等机构时,在这些位置上其表面容易发生收缩痕现象,针对这类成品其浇口尺寸厚度设计考虑上,则会建议尺寸设计至少为产品厚度的2/3 (>2/3H )。
浇口尺寸的设计考量
主要是由通过浇口的体积流速(Q) 要求来决定,浇口尺寸设计越大,将有助于充填流动与保压压力的有效传递;但是其缺点则是需要较长的冷却时间,将会延长生产成型周期。如果浇口设计过小,则除了会增加流动阻力,容易发生短射现像外,也容易在浇口处产生过大的流动剪切速率(shear rate),另外因为浇口过小冷却较快,所以容易发生浇口过早固化,而造成保压无法顺利进行或是可保压时间过短,所以浇口尺寸设计时不宜设计过小的尺寸。
在浇口部位如果塑料通过的流动速率过快,则有可能会产生过大的流动剪切速率(shear rate) 及产生过度的剪切升温(shear heating) 现象,进而可能会造成塑料在此局部位置上产生高温劣化或黄化现象,而衍生出一些成型上或产品外观上的问题( 例如流痕、表面黄化、表面色差问题等等)。
塑料在浇口(gate) 部位所遭受的剪切速率(shearrate), 是由通过浇口的塑料体积流速(volumetric flow rate,Q) 以及浇口尺寸大小所控制。
例如减小充填速度(filling speed) 或充填流速(flow rate),以一半的充填速度进行射出充填,则浇口处的剪切速率(shear rate) 将约略减小一半。而浇口尺寸大小对于整体剪切速率的影响,则是和浇口的几何形状有关,例如对于圆形形状浇口,增加浇口直径尺寸约25%,则剪切速率可以降低约一半( 与浇口尺寸的3 次方成反比)。
由CAE 模流分析中的流动充填分析中,可以藉由不同的射出充填速度设定或是多段射出速度设定计算来分析在浇口位置所遭遇到的最大剪切速率程度。下面式子是一些材料商所提出的简化计算方式,可以用来约略估算整体剪切速率(bulk shear rate),虽然不是很精准但是可用来粗估,塑料在均匀体积流速下所遭遇的剪切速率。
Shear Rate = 4Q/π r3针对圆形浇口 (for round gates)
Shear Rate = 6Q/w t2针对矩形浇口 (for rectangular gates)上式中
Q = 体积流动速率─ flow rate (cm3/s)
r = 圆形浇口厚度半径─ gate radius (cm)
w = 矩形浇口宽度─ gate width (cm)
t = 矩形浇口厚度─ gate thickness (cm)
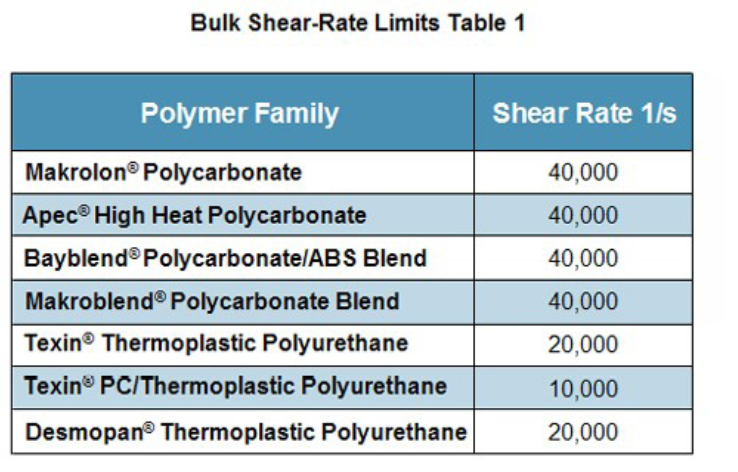
产品射出速率(flow rate) 的计算,可以藉由通过浇口进入模穴内的体积与预估充填模穴所需的充填时间的比值计算得到。然而对于多浇口的产品设计,则需要针对各浇口所对应的流动区域体积来个别做计算。不同塑料因为分子组成不同,分子型态结构不同,熔融黏度也不同;所以对于在不会发生成型问题情况下,塑料可以忍受的最大剪切速率(Maximum of shear rate) 数值也都不尽相同。原理上分子主链越柔软,结构上短分支链(branch chain) 越少,就可以容忍较高的剪切速率。下表是Bayer 材料公司商针对其几种不同种类材料,所建议的最大剪切速率数值,若低于此剪切速率极限值,塑料在射出成型加工上,就比较不会因为遭遇过大剪切速率,而发生一些过度剪切生热、或塑料发生一些劣化的问题。
■参考数据:
http://www.polymers.usa.bayer.com/checklist/gates_size.html
未经授权,请勿转载!




















