CAE模流分析101招-第 37招、产品设计之厚度篇~【肉厚影响篇】
CAE模流分析101招-第 37招、产品设计之厚度篇~【肉厚影响篇】
【内容说明】
产品厚度设计会影响模穴内流动的趋势,而透过模流 软件掌握精确的分析网格就能掌握正确的分析结果 (如图1)
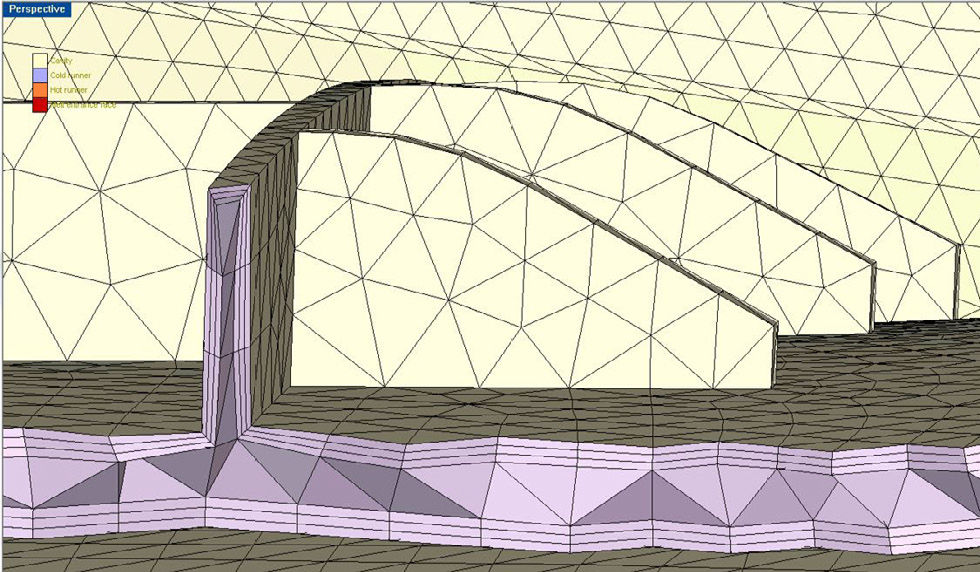
图1:精确的分析网格
并决定产品肉厚值,以藉此改善射出流 动所造成的问题,如结合线、包封、流动不平衡等。 在开模实验中,不同肉厚设计的流动情况也不相同 (如图2)。
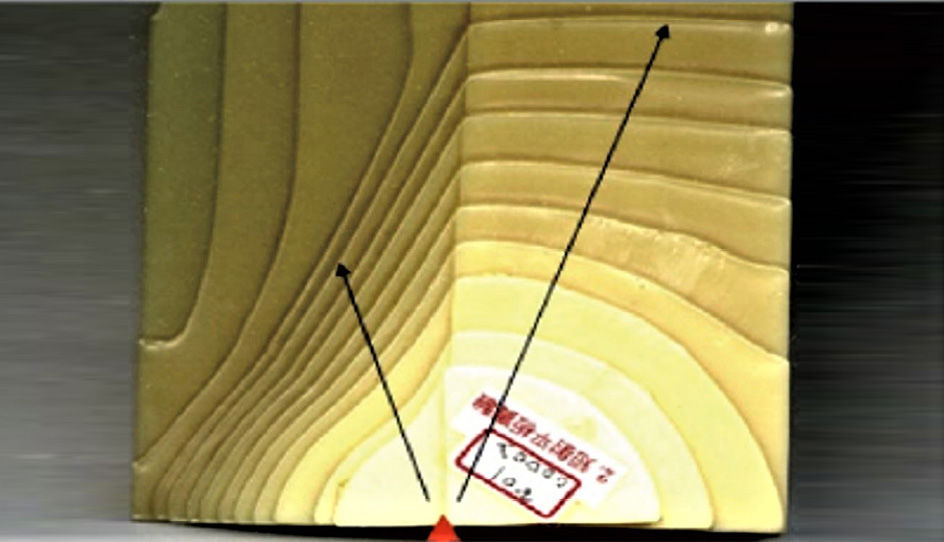
图2:开模实验不同厚度的流动情况
此外,不同肉厚的模流热传情形(如图3) 也不同。
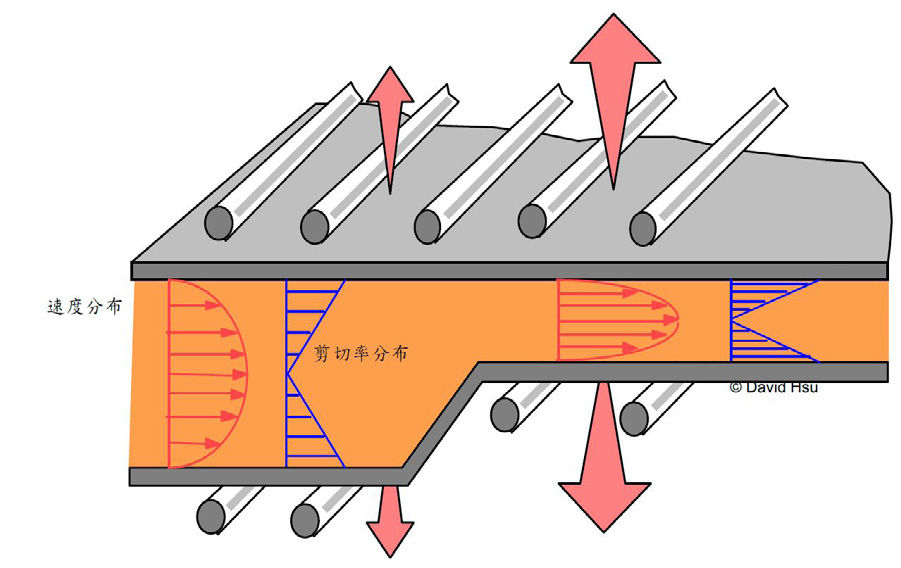
图3:不同肉厚的模流热传情
肉厚对流动的影响:产品壁厚区域因热传较慢流动温度较高,流动阻力较 低,是塑料流动时会先选择的路径;而产品壁薄区域 则相反,因热传快、温度下降快,流动阻力较大,容 易造成短射或滞流现象。因此壁薄区域一般是模流较 为敏感而不易控制的区域。
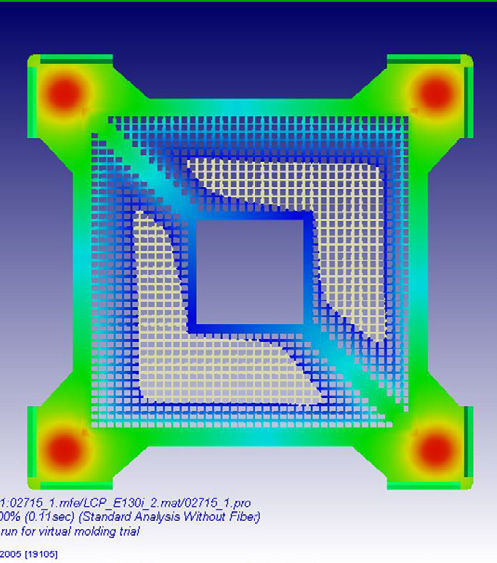
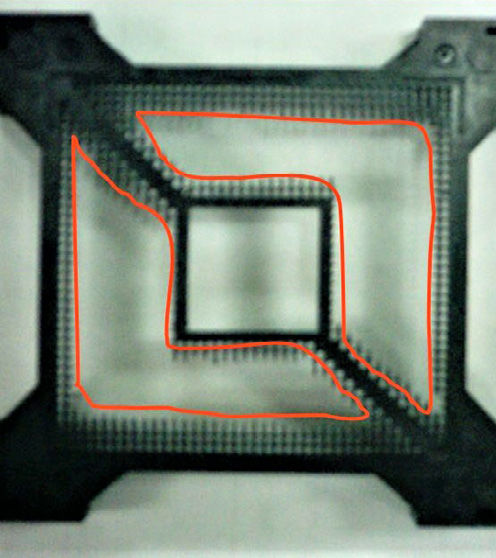
图4:CPU Socket 不同肉厚的产品流动波前速度差异分布
举图4、5、6、7的软件 分析与现场试模短射图为例,从中都可以得到以下经 验,当产品设计本身的肉厚值分布不同,造成的流动 波前速度差异会明显有领先与落后现象。厚度设计差 异越大,流动的速度差异越明显,厚壁区快速填满, 而薄壁区则呈现停滞现象,且容易有短射或包封的问 题产生。
案例说明与分析:
图 4 为 CPU Socket,是电脑主板上用于固定 CPU,并导通电气讯号的一种高精度插槽,在插孔数、 插座体积与形状上都有很复杂的设计。因插孔数越来越多,而厚度设计值越来越薄,故分析难度颇高。其 流动分布模拟与现场实验短射,链接器产品设计因要 求高传输速度,故孔洞越来越多,且产品尺寸越来越 小,厚度设计趋薄(5条、10条不等),因此观察流 动区域的领先与落后现像非常重要,因为领先与落后 只要相差数格便决定了端子插入是否会龟裂。
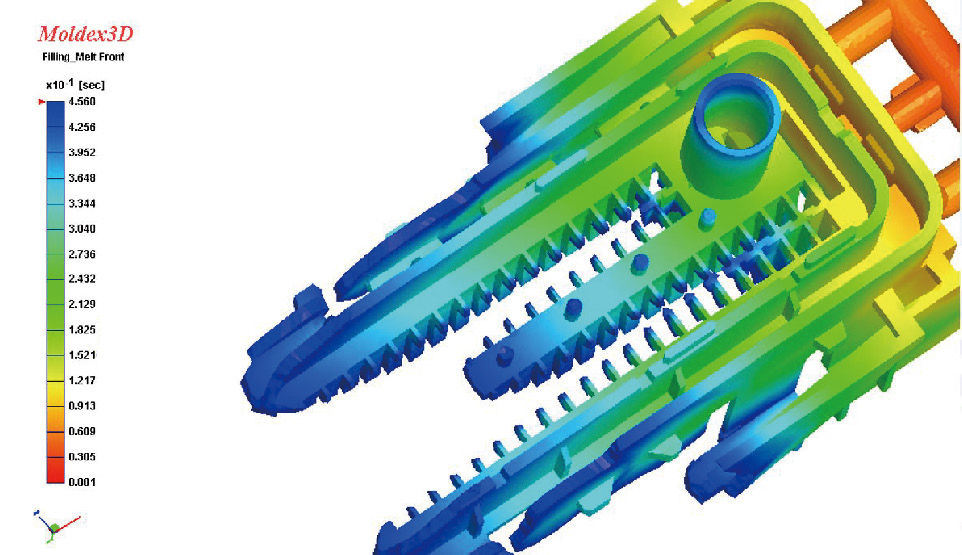
图5:汽车连接器不同肉厚的产品流动波前速度差异分布

图6:NB连接器(用于连接接头的插槽)不同肉厚的产品流动波前速度差异分布
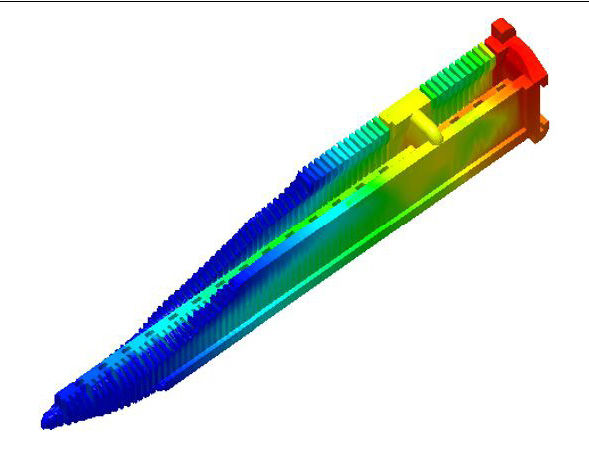
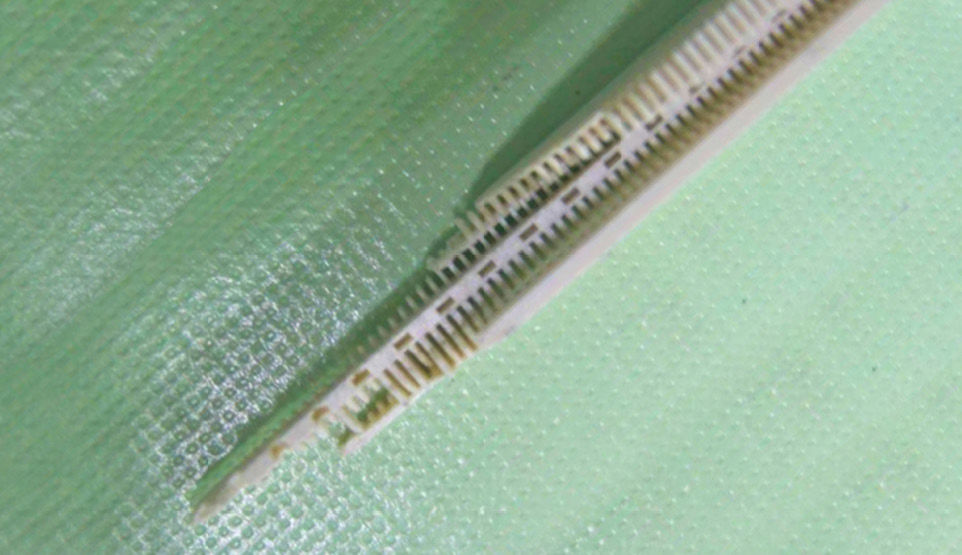
图7:NB连接器(用来插记忆卡的插槽)不同肉厚的产品流动波前速度差异分布
结果与讨论: 根据这些图例,我们可以发现淘肉厚很重要,但要在 对的区域淘才行。模流分析软件可以提供多组设计的 分析数据让设计者参考,以掌握合理的肉厚设计值, 并决定整个产品组合性的参考结果,使设计者能快速 做出正确的决策。产品设计时须注意的重点如下:
• 产品厚度设计局部增加肉厚(加厚可以改变流动 波前)
• 产品厚度设计局部淘除肉厚(淘料可以改变流动 波前)
• 纤维配向性(影响变形趋势与结合线强度),以 减少翘曲变形
• 多模穴的流动不一致,造成每穴重量不同,使产 品的尺寸与质量出现差异,导致需要称重并检验 每个产品。
• 模穴内流动经常出现领先与落后的流动(Leading and lagging behind)会产生二股的结合温度有高 低温差情况,容易使结合线强度降低,造成端子 插入时出现产品断裂的现象。■




















