CAE模流分析101招 -第 41 招、浇口位置设计与尺寸大小对于充填与保压的影响
CAE模流分析101招 -第 41 招、浇口位置设计与尺寸大小对于充填与保压的影响
▎Moldex3D/林秀春 协理
【内容说明】
3C 产品常因外观要求,使浇口设计往往被安排在不重要的位置上,如牛角浇口、潜伏式浇口等设计,且为了好拔除而将浇口尺寸设计到低于 1mm 以下,所以充填时容易使剪切速度过大且浇口压力降也大,当塑件在保压阶段的保压效果不佳时,便容易造成收缩不均,所以产品质量的好坏,主要取决于保压传递效果,也就是塑料补偿收缩的程度。当塑料温度不断下降,造成热塑料不易补入,若浇口尺寸太小,浇口提早封口,则会使产品出现凹痕尺寸不稳定的情形。
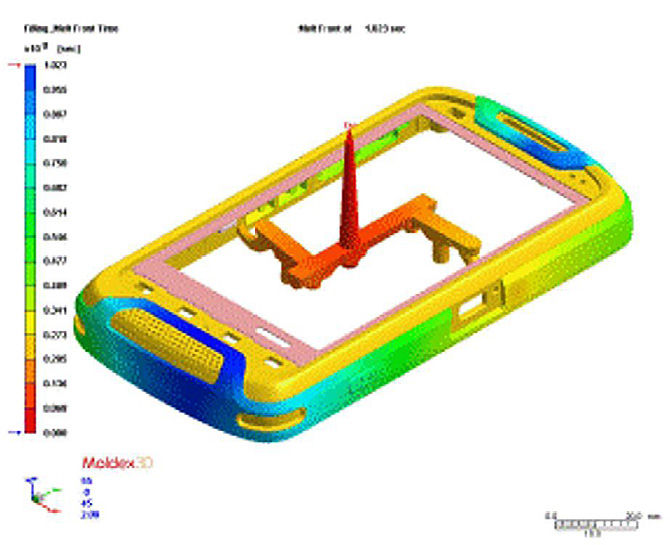
图1:多材质多色注塑的手机外壳
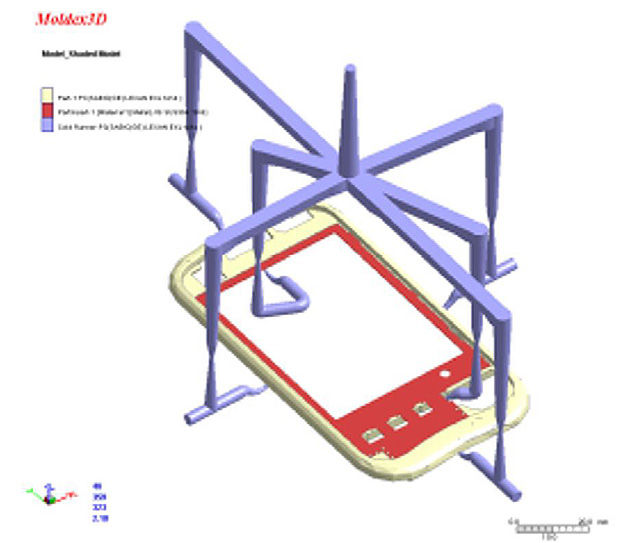
图2:埋入铁件的手机外壳
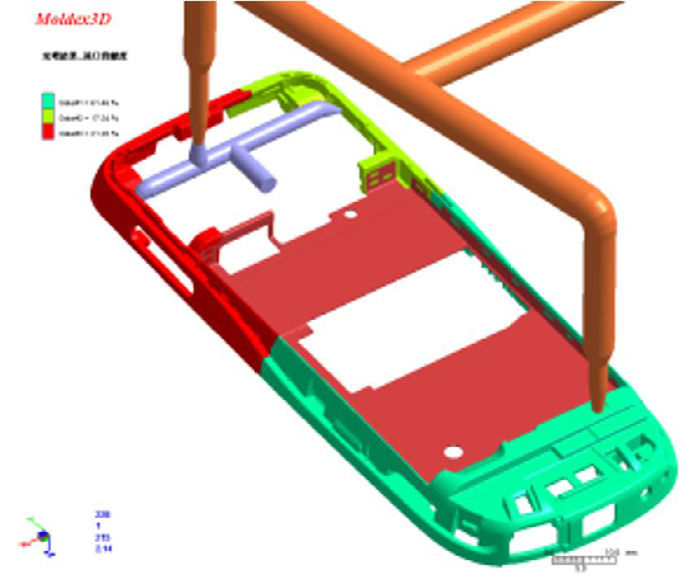
图3:埋入铁件的手机外壳
图 1~3:图中案例为典型流道与浇口设计方式。
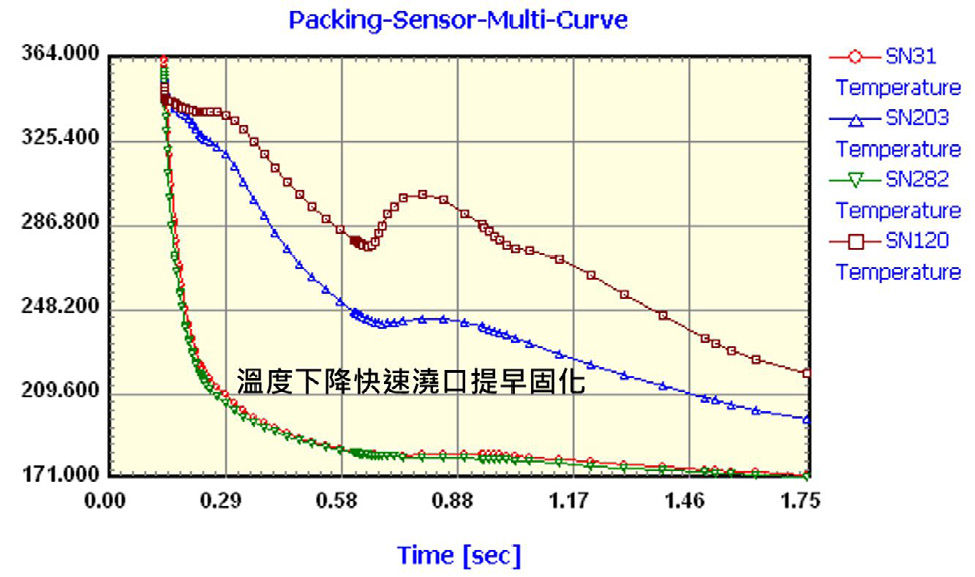
图 4:在浇口位置的感测节点,透过温度随时间下降的情况,可以判断出每支位置的有效保压时间。
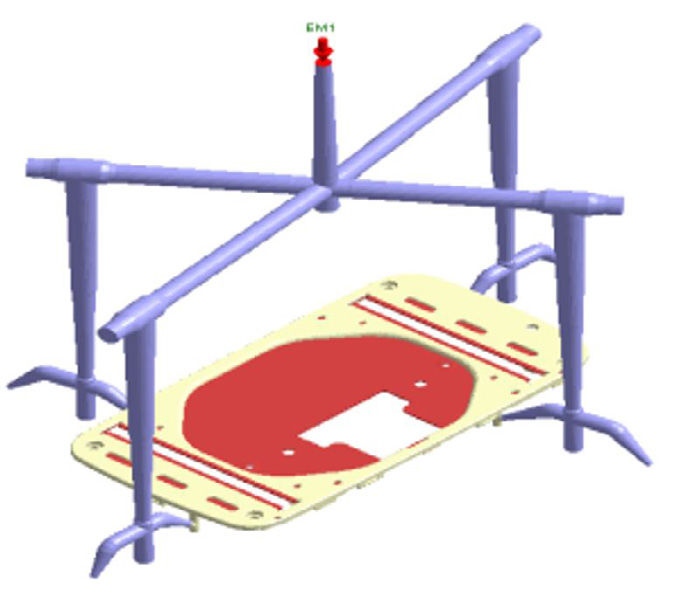
图 5:将四支潜伏式浇口位置比对图 4 中温度下降情况,便能知道哪支浇口提早固化。
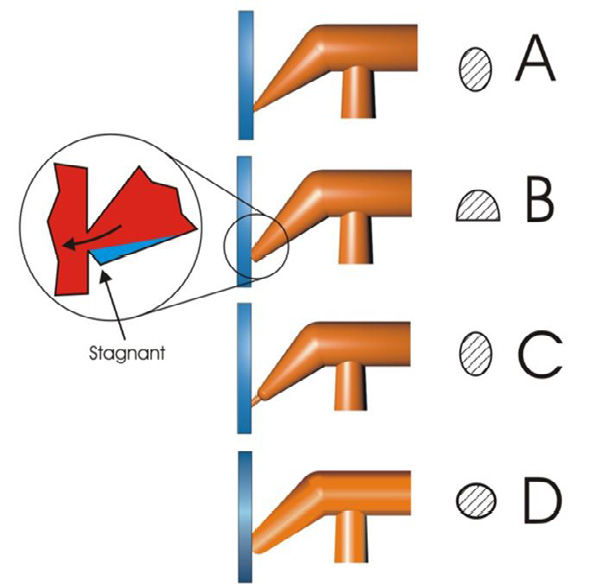
图 6:虽然都是潜伏式浇口,但是截面不同,温度、冷却也不同,D 的设计显示截面大、保压较佳,且不易固化。
产品的模具剖面温度显示,有高温积热的区域。
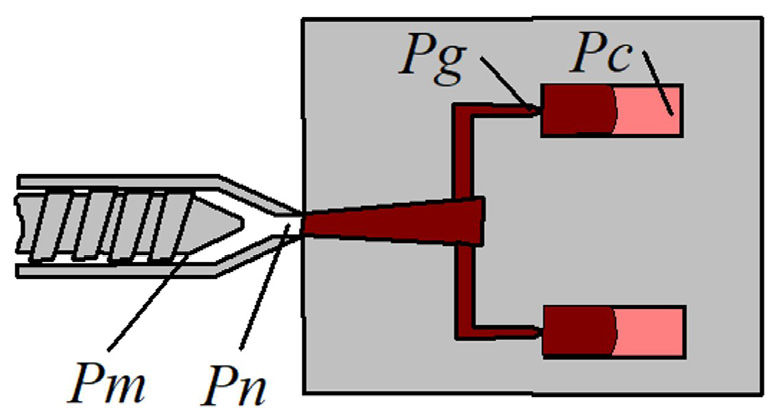
图 7:充填阶段感测点放在各区的位置。
充填阶段 (filling stage):
充填阶段即是塑料在设定射压作用下由螺杆计量区经喷嘴、竖浇道 (sprue)、流道 (runner)、浇口 (gate) 填入模穴的过程(图 8)。
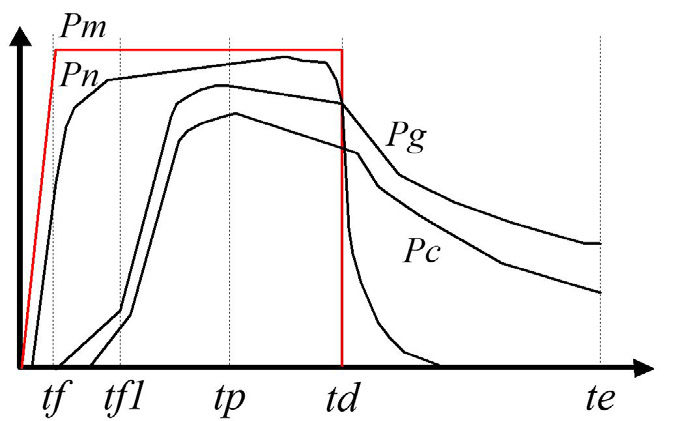
图 8:感测点位置的压力传递分布
tf-tf1:流量控制 (flow control) 阶段。塑塑料开始充填空模穴,流量保持固定,模穴压力缓慢上升。
tf1-tp:压力控制 (pressure control) 阶段。压实塑料熔胶 (melt) 过程,模穴压力迅速增加,塑料流量开始降低。填模压力传递至模穴最末端。
保压阶段 (Packing stage)
保压是充填的延续,因此有效的保压状况取决于浇口固化时间,若流道浇口设计尺寸太小,则塑料温度下降快速,容易使浇口提早固化。流率下降快速导致停止进料,当浇口固化后,则透过传统上的增加时间、增加压力等方法都不会有效果。■




















