车身轻量化一直是各整车厂需落实的重要课题。在同等重量下,高强度钢能很大程度上提升车身强度,改善碰撞安全性能。但是高强度钢成形困难、回弹严重,导致工装制造、调试难度非常高。热成型钢的出现完美解决了以上两大难题。汽车用热成型钢的成分、性能及制造工艺介绍如下:
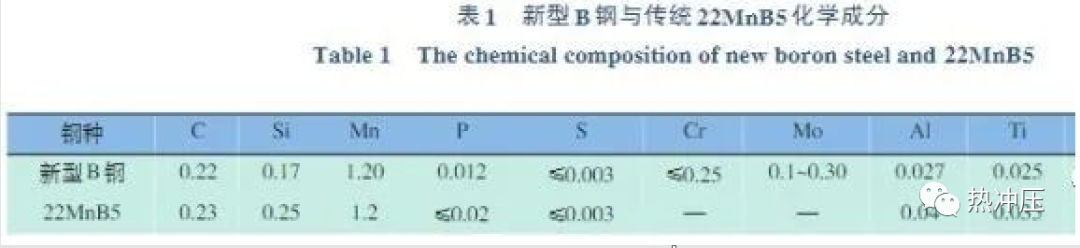
汽车上使用的热成型钢板我们又叫做硼钢或B钢,宝钢的产品手册当中也叫PH钢(Press Hardening)。我们看一下热成型钢的化学成分,以常用的22MnB5为例:C 0.23%,Si 0.25%,Mn 1.2%,然后 B 0.003%,其他元素请查看下图。B元素的主要作用是提高钢板的淬透性。
下面以宝钢热成型用钢HD950/1300HS为例,说明一下热成型钢的性能,HD950/1300HS热处理前YS(屈服强度)为280-450MPa,TS(抗拉强度)大于450MPa,断后延伸率20%,这几项参数非常像HC340/590DP的性能参数。但是热处理之后YS大于950Mpa,TS大于1300MPa,强度提升至少2.5倍。

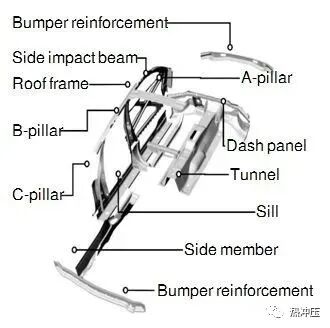
白车身上使用热成型钢板的主要零部件有:A柱、B柱、C柱、上边梁、门槛边梁、中央通道、地板横梁、前围板等。这些车身关键骨架件使用热成型件,能在碰撞事故中有效保证车身框架结构的完整性,从而保护乘客。
落料片是在开卷落料线上生产出来特定轮廓的料片,然后将落料片运送至热成型线,由机器人通过真空吸盘将落料片送至打码机打码之后,放至输送线上传送至加热炉。
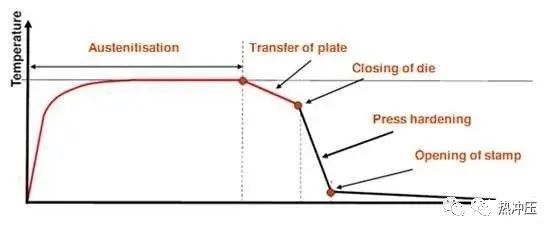
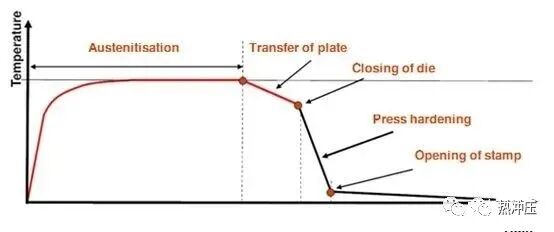
初始硼钢的金相组织是铁素体和珠光体,我们从上图可以看出来热成型过程中Austenization阶段先加温至930-950℃再保温使得板料内部组织完全奥氏体化,奥氏体组织的塑性非常好,强度低,非常适合冲压加工。
从加热炉出来的板料会迅速被机械手夹钳送至热成型模具型腔进行冲压加工,热成型模具相比冷冲压模具关键区别在于多了水路冷却系统,保压冷却的过程中(淬火),板料的金相组织会完全变为马氏体组织。马氏体组织的强度、硬度非常高,热成型件的抗拉强度可达1500MPa,零件表面硬度可达到52HRC。
由于热成型件强度硬度大,使用传统的冷冲压模具进行修边冲孔的话,模具部件磨损严重、寿命严重缩短。目前的解决方案是在热成型线尾配备3-4台激光切割机器人进行修边冲孔加工。
由于在热成型加工过程中,零件处于高温状态时表面被氧化形成氧化膜,一般需通过喷丸处理来清理零件。
 2023年7月20日 15:09
2023年7月20日 15:09
























