■ KraussMaffei / 刘涛 技术经理
前言
自1925 年开发出首台手摇式射出机开始,克劳斯玛菲(KraussMaffei) 一直致力于针对塑料材料的加工成型与技术开发;随着塑料材料性能的提升以及结合诸多的创新技术,塑料的应用已经不局限于常规认知范围内;包括将发泡成型技术结合长玻纤材料的应用,在减重的同时极大的提高了塑料产品的适用范围,甚至突破了原本属于其它材料范畴的应用场景。当然,材料性能的提高以及创新技术的应用需要射出系统最强大的核心作为支持;克劳斯玛菲(KraussMaffei) 高性能螺杆HPS-AT 针对化学发泡技术及特殊的长玻纤材料应用,在保证化学发泡技术效果的同时,玻纤完成分散并使得玻纤长度得到最大限度的保留。
长玻纤增强聚丙烯材料结合发泡技术的应用
化学发泡技术结合长玻纤材料应用
将发泡技术引入到塑料注射成型过程中,早在上个世纪六七十年代便有类似尝试;发展至今,从化学发泡剂到专用原材料的开发及应用,从失重计量与混合喂料系统,再到注射成型设备及开创性的加工技术;汽车行业正以更严苛的视角重新审视发泡技术的应用。这里化学发泡剂以母粒形式混合使用,主流化学发泡剂包含小苏打(sodium bicarbonate) 与柠檬酸(citric acid) 等组份,商业产品以Clariant Hydrocerol® 系列为代表。考虑到此类发泡剂的正常工作温度范围,其多与聚烯烃类材料共同使用,如汽车行业中多为聚丙烯。化学发泡剂在塑化加工过程中分解出气体,并通过背压等工艺控制将产生出的气体溶解到塑料熔体中并形成单相熔体,以备后续注射成型。在化学发泡的工艺控制过程中,是否能将有限的发泡剂(2%-4%) 释放出的气体与塑料熔体混合均匀并使之溶解其中将直接影响产品泡孔结构及发泡均匀性。同时,对于大型制品如仪表板骨架等,由于其安全气囊区域需要通过爆破实验;在减重的同时需要产品仍能保持一定强度。出于这些特殊考量,将长玻纤增强聚丙烯材料与化学发泡工艺相结合并配合克劳斯玛菲(KraussMaffei) 标志性的开模压缩(Open compression molding) 与模板平行度控制技术来兼顾减重与产品强度的需求已成为业界的主流趋势。
长玻纤材料特点
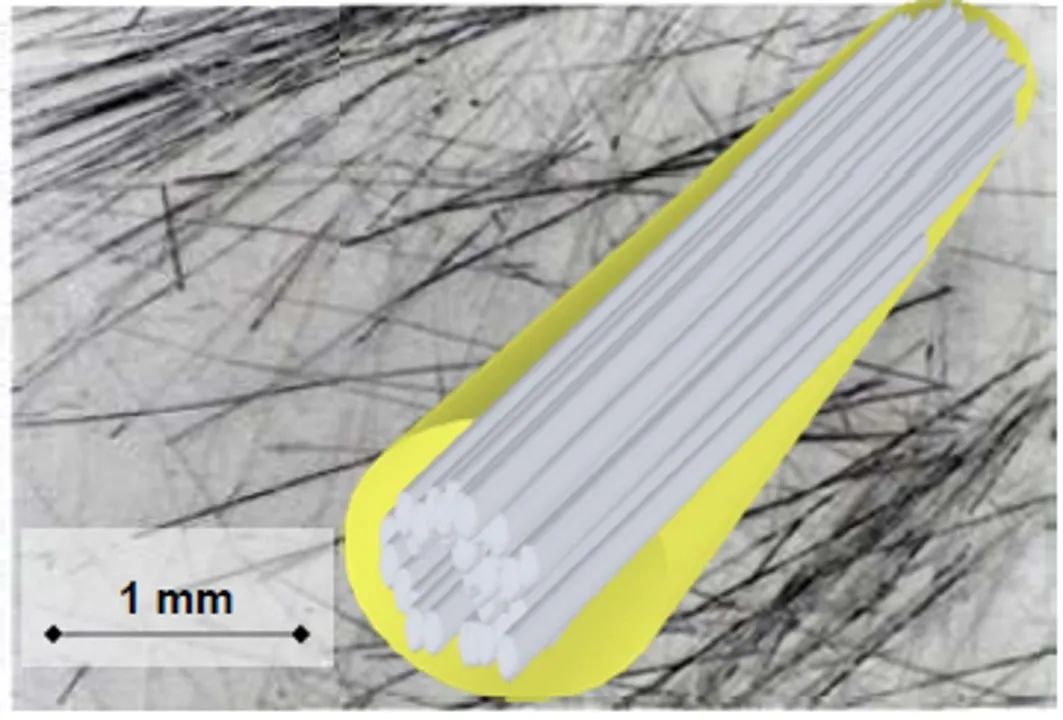
特别指出,长玻纤的引入能够在保证强度的同时有效改善产品「吸收」能量的能力,使得体系呈现出「强而韧」的特性;这使得长玻纤材料(玻纤长度10-13mm)在一些大型部件上的应用更加出色。相对「较长」的玻纤在树脂基材中构成骨架般的网络结构,进而对冲击等外部撞击有很好的吸能效果,这在化学发泡技术减重的同时保证了产品整体的性能。汽车行业中,除上文提到的仪表板骨架以及安全气囊骨架等;包括前端模块、底护板、尾门模块、门基板都可以看到长玻纤增强聚丙烯材料的应用如图1;主流的长玻纤材料包含线缆包覆法长纤粒料(Wire-Coated Fibers),以及全浸润法长纤粒料(Fully impregnated long fiber granule)。其中针对广泛应用的线缆包覆法长纤粒料(Wire-Coated Fibers) 材料加工显得尤为重要。图2 中展示的由于粒子的中心是整束的玻纤被树脂包覆,在后续的注射成型加工过程中如何将玻纤束打开及均匀分散到熔体中,又如何将玻纤的长度尽量保留成了影响最终产品性能的关键。长玻纤如果团聚将不能有效起到支撑产品的骨架作用,并且有可能影响外观质量;同时玻纤保留长度如果过短也将失去作为长玻纤材料应用的特殊性。其中当玻纤长度在1-2mm 之上时明显使得各项力学数据大幅提高。在这里需要指出,针对最终的玻纤保留长度是统计学意义上的概念。通常业界会通过「重均玻纤长度」的数值来描述最终的统计学结果,它有效的排除了极细微的玻纤对于结果的影响,同时突出有效玻纤长度范围内的统计数据,这符合玻纤长度针对宏观物理性能的影响趋势。同时业内通常将「数均玻纤长度」作为基础数据来参考。

高性能螺杆HPS-AT 针对发泡技术及长玻纤材料的加工效果
HPS-AT 螺杆设计特点
作为射出机的核心部件,螺杆的研发、设计、制造一直是克劳斯玛菲(KraussMaffei) 的核心竞争力之一;通过对材料特性及工艺过程的深入研究开发出了HPS高性能系列螺杆,其中HPS-AT 螺杆作为化学发泡技术及加工长玻纤材料的专用螺杆而被业界所熟知。图3 展示了HPS-AT 螺杆的外形示意图,其特点包含了额外的屏障线设计,用以保证螺杆在高效塑化过程中的熔体质量,既只有完美熔融的物料才可通过屏障线;螺杆计量段部分的分散元件保证了对于熔体进一步的分散与混合,使之达到最佳的均化效果;特殊的元件设计一方面可以将化学发泡剂产生的气体与塑料熔体充分混合,同时能将上文提到的线缆包覆法长纤粒料(Wire-Coated Fibers) 中的玻纤束以更加柔和的方式「打开」并均匀分散于完美熔融的树脂基材中。针对该材料在业界的实际应用,通常选择PP+60%LGF规格再通过常规PP 材料进行稀释而达到不同玻纤含量的需要,同时整个喂料过程会匹配一定比例的化学发泡剂;HPS-AT 螺杆在保证长玻纤均匀分散与保留长度的同时也兼顾了对于熔融树脂的塑化与匀化,进而保证最终高质量的熔体质量。以上这些都使得其作为化学发泡技术与加工线缆包覆法长纤粒料(Wire-Coated Fibers) 最佳选择的重要原因。

图4 展示了同等色母配比及加工条件下不同螺杆的混合效果。可以看到左图为标准螺杆注射产品情况,右图为HPS 高性能螺杆的分散匀化效果。显然,右图HPS 高性能螺杆由于出色的元件设计使得顔色被均匀分散混合;而左图标准螺杆混合效果较差,顔色分布极不均匀。特定案例中显示,得益于HPS 高性能螺杆出色的混合与匀化效果,化学发泡剂使用量可有效减少5-10%。(结果基于不同化学发泡剂牌号与产品情况会有差异)
图4:标准螺杆(左)与HPS-AT 螺杆(右)混合效果对比
另外,图5 展示了基于线缆包覆法长纤粒料(Wire-Coated Fibers) 的实际产品对比。从图5 左图中可清晰看到,针对于标准螺杆而言其无法打开材料粒子中的玻纤束,使得玻纤在产品的部分区域产生团聚;而图5 右图中展示的为通过HPS-AT 螺杆加工产品的结果,其充分的将玻纤束打开并均匀的分散于产品的基材中。对于产品整体而言,玻纤束能够被均匀分散是其讨论机械强度与产品质量的前提,只有这样长玻纤才能展现其作为增强材料的特殊性。
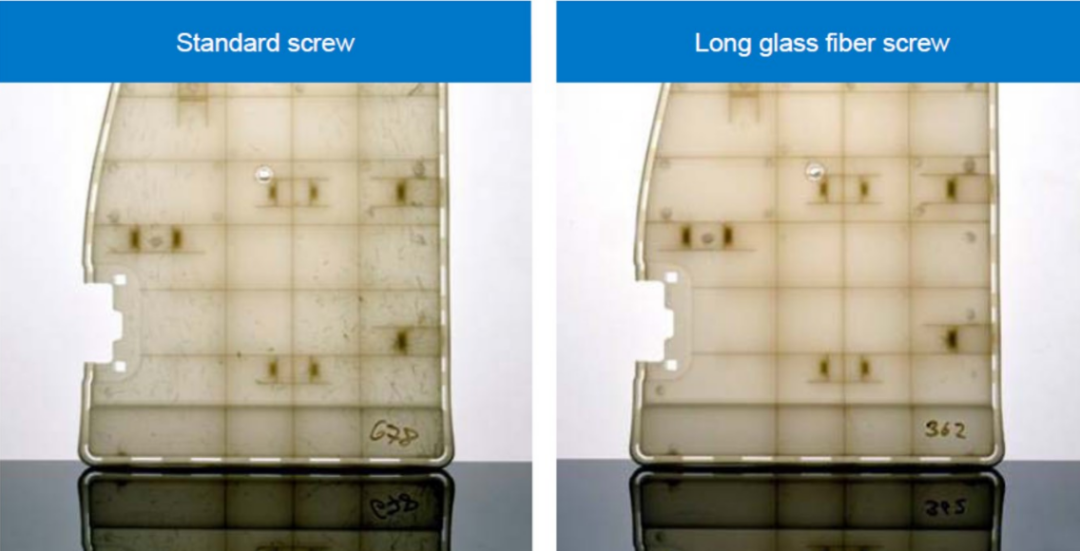
图5:标准螺杆与HPS-AT 螺杆加工PP+LGF 长玻纤材料在产品上的表现
另外,长玻纤在产品中的最终保留长度作为最重要的指标一直受到业界的关注。通过对比实验得到,HPSAT螺杆加工成型其玻纤重均长度保留值远高于标准螺杆的情况,玻纤长度保留值提高了约65%。而在针对特定项目的产品中进行了相应的分析,其中在KM1600-12000MX 上生产汽车部件;选用高性能螺杆之HPS-AT D-120mm;材料选用全球知名线缆包覆法长纤粒料(Wire-Coated Fibers) 品牌PP+LGF20,工艺条件中配合适当的螺杆旋转线速度与背压设定;测试结果显示玻纤重均长度达到4.31mm,其中大于1.0mm 的玻纤数量占据检测样本总量的83.6%;结果充分体现了HPS-AT 螺杆针对于这种特殊长玻纤材料出众的加工性能。目前在诸多化学发泡技术及长玻纤产品量产项目中HPS-AT 螺杆都作为加工单元的核心备受业界认可。
结语
高性能螺杆HPS-AT 完美应对化学发泡技术与线缆包覆法长纤粒料(Wire-Coated Fibers) 的加工挑战。在加工过程中不仅能将化学发泡剂分解出的气体与塑料熔体充分混合,同时亦将玻纤束打开并均匀分散在树脂基体中,最重要的是保证了最终产品中的有效玻纤长度;这使得在减重的同时将长纤材料的性能发挥的淋漓尽致。另外,该螺杆兼容PP、PP talc、PP/EPDM、PC、PC/ABS、ABS、PC/PET 等材料的加工,满足汽车及相关应用的需求。■
未经同意,请勿转载
微信公众号 | ACMT
微信 | ACMT2021
(9).gif")





















